27 cy cles de fr aisag e – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 281
CNC PILOT 4290 HEIDENHAIN
281
4.27 Cy
cles de fr
aisag
e
Déroulement du cycle
1
La position initiale (X, Z, C) correspond à la position avant le
cycle.
2
Calcul de la répartition des passes (passes dans le plan de
fraisage, passes de fraisage en profondeur); calcul des positions
et trajectoires de plongée lors de la plongée pendulaire ou
hélicoïdale.
3
Déplacement à la distance de sécurité et positionnement en
fonction de „O“ à la première profondeur de fraisage ou bien
plongée pendulaire ou hélicoïdale.
4
Usine un plan.
5
L'outil est relevé à la distance de sécurité, il avance et se
positionne à la profondeur de fraisage suivante.
6
Répétition de 4...5 jusqu'à ce que toute la surface soit usinée.
7
L'outil est rétracté en fonction du „plan de retrait J“.
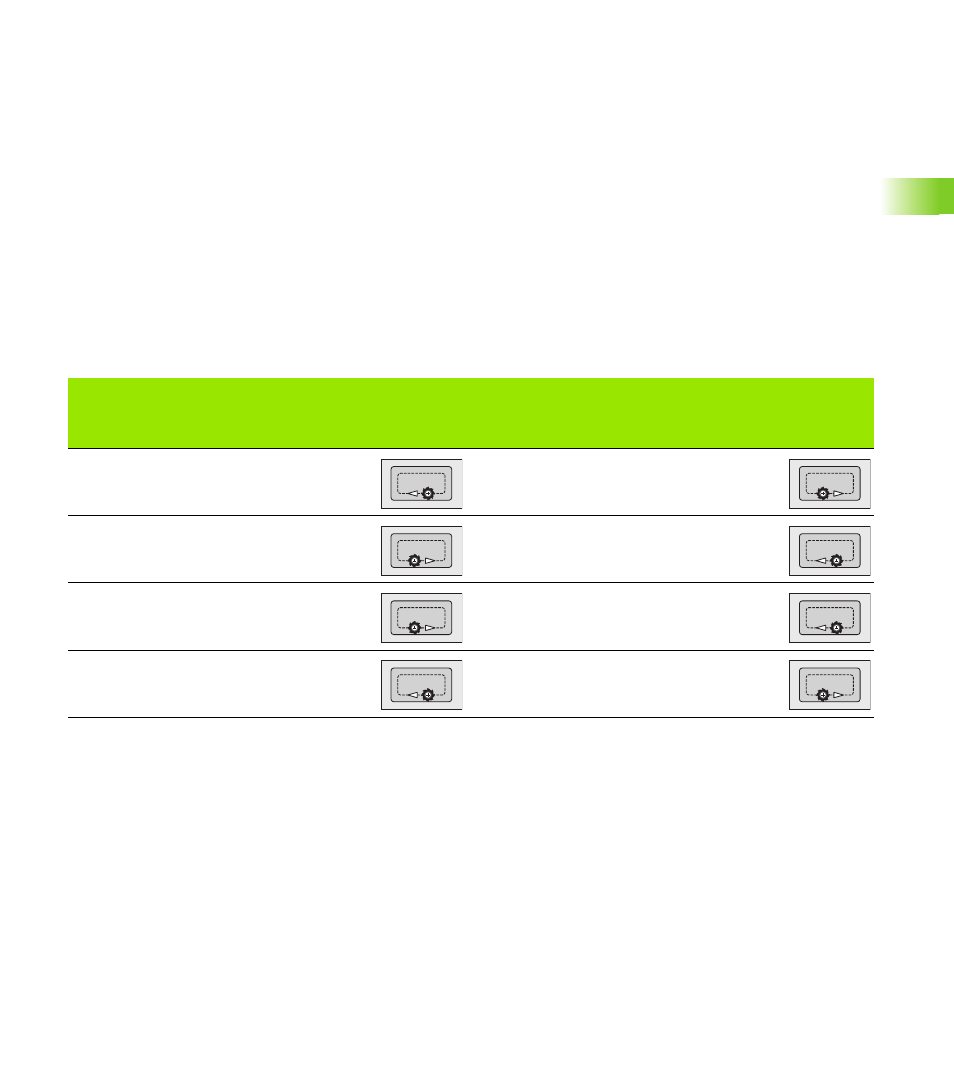
Fraisage de poche, ébauche G845
Mode de
fraisage
Sens
d'usinage
Sens rot.
outil
Exécution
Mode de
fraisage
Sens
d'usinage
Sens rot.
outil
Exécution
en opposition
(H=0)
de l'intérieur
(Q=0)
Mx03
en avalant
(H=1)
de l'intérieur
(Q=0)
Mx03
en opposition
(H=0)
de l'intérieur
(Q=0)
Mx04
en avalant
(H=1)
de l'intérieur
(Q=0)
Mx04
en opposition
(H=0)
de l'extérieur
(Q=1)
Mx03
en avalant
(H=1)
de l'extérieur
(Q=1)
Mx03
en opposition
(H=0)
de l'extérieur
(Q=1)
Mx04
en avalant
(H=1)
de l'extérieur
(Q=1)
Mx04