23 cycles de perçage, Cycle de perçage g71 – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 251
CNC PILOT 4290 HEIDENHAIN
251
4.23 Cy
cles de perçag
e
4.23 Cycles de perçage
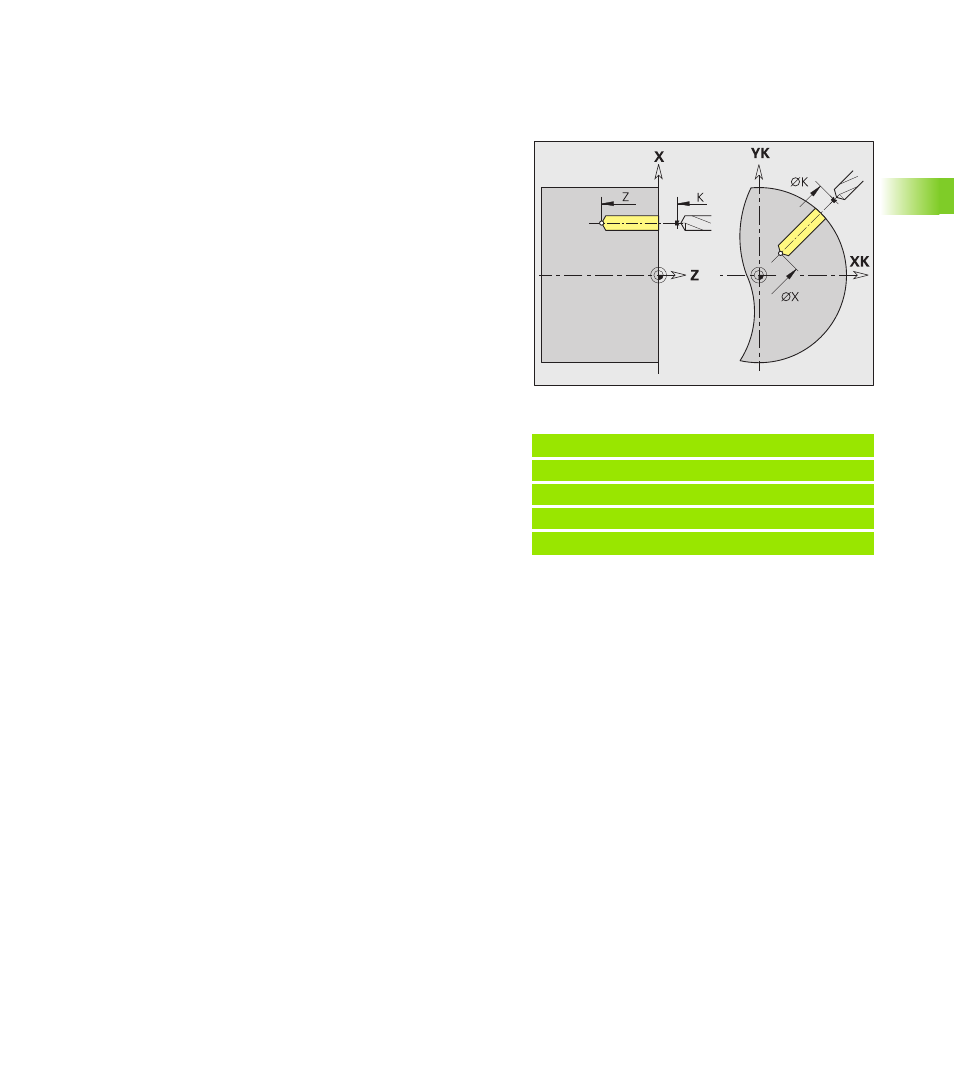
Cycle de perçage G71
G71 permet de réaliser des perçages axiaux/radiaux à l'aide d'outils
fixes ou tournants pour:
Trou unique sans définition de contour
Trou avec définition de contour (trou unique ou modèle de trous)
Vous pré-percez avec „G71 NF..“ les positions de pré-perçage que
vous déterminez avec les cycles de fraisage „G840 A1 ..“, „G845 A1
..“ ou „G846 A1 ..“ (voir “Cycles de fraisage” à la page 267).
Exemple: G71
. . .
N1 T5 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-25 A5 V2
[perçage]
. . .
Paramètres
NS
Numéro de séquence du contour
Référence au contour du trou (G49-, G300- ou G310-Géo)
Pas d'introduction: Trou unique sans définition de contour
NF
Référence à partir de laquelle le cycle lit les positions de pré-
perçage [1..127].
X
Point final trou axial (cote de diamètre)
Z
Point final trou radial
E
Temporisation brise-copeaux en fin de perçage (en secondes)
– (par défaut: 0)
V
Réduction d'avance (50%) – (par défaut: 0)
V=0 ou 2: Réduction au début
V=1 ou 3: Réduction au début et à la fin
V=4: Réduction à la fin
V=5: Pas de réduction
D
Vitesse de retrait (par défaut: 0)
D=0: Avance rapide
D=1: Avance d'usinage
K
Plan de retrait (trous radiaux, trous sur plan YZ: cote de
diamètre) – (par défaut: Retrait au point initial ou à la distance
de sécurité)
H1
A partir de la version de logiciel 625 952-04:
Frein de broche (H1 est utilisé si le frein est enregistré dans
le paramètre-machine 1019, ..) – par défaut: 0
0: Activer le frein de broche
1: Ne pas activer le frein de broche