Section contour, Section piece brute, Section piece finie – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 146
146
4.4 Indicatif de section de pr
ogr
amme
Section CONTOUR
La section de programme CONTOUR attribue au contour „Numéro x“
la définition suivante de pièce brute et de pièce finie. La commande
gère jusqu'à quatre contours (pièces) dans un même programme CN.
Dans la section Usinage, G99 affecte le contour à un chariot ou à une
broche.
Section PIECE BRUTE
Dans la section de programme PIECE BRUTE, vous définissez le
contour de la pièce brute.
Section PIECE FINIE
Dans la section de programme PIECE FINIE, vous définissez le
contour de la pièce finie. Dans la section PIECE FINIE, vous utilisez
d'autres indicatifs de sections tels que FRONT, ENVELOPPE, etc.
Exemple: „Contour et G99“
TETE PROGRAMME
...
CONTOUR Q1 X0 Z600
[contour 1]
PIECE BRUTE
...
PIECE FINIE
. . .
CONTOUR Q2 X0 Z900 V2
[contour 2]
PIECE BRUTE
. . .
PIECE FINIE
. . .
USINAGE
. . .
N.. G99 Q2 D4
. . .
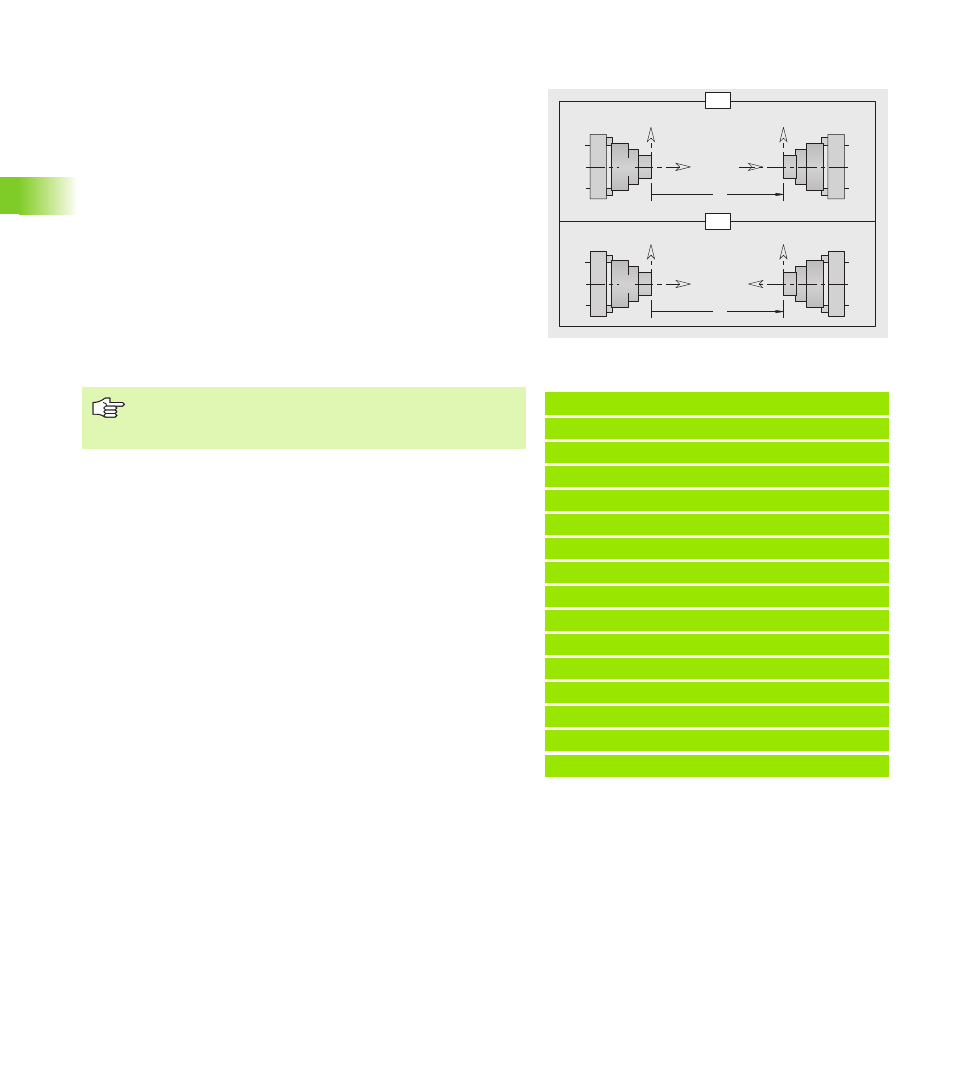
Q=1..4
V=2
V=0
X
Z
X
Q
Z
X
Z
X
Q
Z
Paramètres
Q
Numéro du contour (1..4)
X
Décalage du point zéro (cote de diamètre)
Z
Décalage du point zéro
V
Position du système de coordonnées
V=0: Le système de coordonnées machine est en vigueur
V=2: Inversion du système de coordonnées machine (sens Z
à l'opposé du système de coordonnées machine)
Si une seule pièce est usinée dans le programme CN,
l'indicatif de section CONTOUR et G99 ne sont pas
nécessaires.