Ebavurage (g840) – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 539
CNC PILOT 4290 HEIDENHAIN
539
6.14 Création Int
e
ra
ctiv
e du Plan de tr
a
v
ail (CIP)
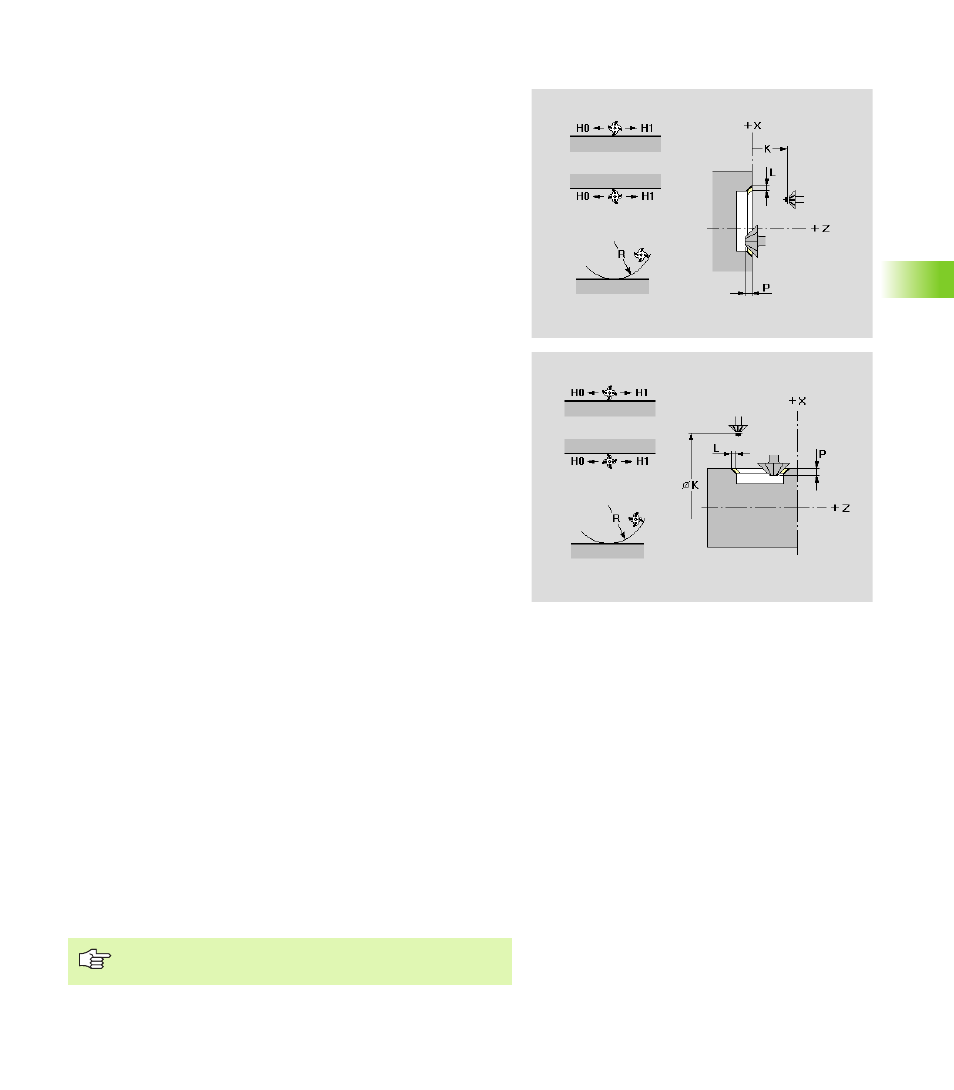
Ebavurage (G840)
Pour le contour ouvert ou fermé sélectionné, la CIP génère le cycle
G840 avec les paramètres suivants.
Paramètres
K
Plan de retrait (par défaut: Retour à la position initiale)
Face frontale/arrière: Position de retrait dans le sens Z
Surface de l'enveloppe: Position dans le sens X (cote de
diamètre)
Q
Lieu de fraisage
Q=0: Centre de la fraise sur le contour
Avec contour fermé:
Q=1: Fraisage intérieur
Q=2: Fraisage extérieur
Avec contour ouvert:
Q=1: à gauche du contour (référence: Sens de l'usinage)
Q=2: à droite du contour (référence: Sens de l'usinage)
H
Sens d'usinage
H=0: Usinage en opposition
H=1: Usinage en avalant
R
Rayon d'approche
R=0: Aborder directement l'élément de contour
R>0: Rayon d'approche/de sortie qui se raccorde par
tangentement à l'élément de contour
R<0: Aux angles intérieurs: Rayon d'approche/de sortie qui
se raccorde tangentiellement à l'élément de contour
R<0 aux angles extérieurs: L'élément de contour est abordé/
quitté sur une droite tangentielle
P
Profondeur de fraisage – profondeur de plongée de l'outil (par
défaut: Largeur de chanfrein (de l'„attribut d'usinage
Ebavurage“) + 1 mm
L
Surépaisseur
Elle „décale“ le contour en fonction du „lieu de fraisage Q“ (la
„surépaisseur G58“ est générée avant le cycle de fraisage):
Q=0: La surépaisseur est ignorée
Avec contours fermés:
Q=1: Diminue le contour
Q=2: Agrandit le contour
Avec contours ouverts:
Q=1: Décalage vers la gauche
Q=2: Décalage vers la droite
Ebavurage: La largeur du chanfrein est définie comme
attribut d'usinage.