Mode d'usinage finition – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 531
CNC PILOT 4290 HEIDENHAIN
531
6.14 Création Int
e
ra
ctiv
e du Plan de tr
a
v
ail (CIP)
Mode d'usinage Finition
La CIP propose les différentes opérations de finition suivantes (sous-
menu „Finition“).
Opération de finition avec le cycle G890:
Usinage du contour
Usinage du contour résiduel
Finition d'évidement (outil neutre)
Opération de finition pour fonctions spéciales:
Tournage d'ajustement: voir “Finition – Tournage d'ajustement” à
la page 534
Dégagement: voir “Finition – Dégagement” à la page 534
Softkeys
Surépaisseur longitudinale/
surépaisseur constante
Softkeys „Approche“
Sélection automatique du mode
d'approche
Sens X, puis Z
Sens Z, puis X
Softkeys „Dégagement d'outil“
En diagonale jusqu'à la position de
dégagement
Sens X, puis Z
Sens Z, puis X
Relève l'outil à la distance de sécurité
Paramètres
X
Limite d'usinage
Z
Limite d'usinage
L
En fonction du réglage par softkey:
Surépaisseur longitudinale
Surépaisseur constante (génère la „surépaisseur G58“ avant
le cycle)
P
Surépaisseur transversale
Plongée (usiner les contours tombants) ?
Oui
Non
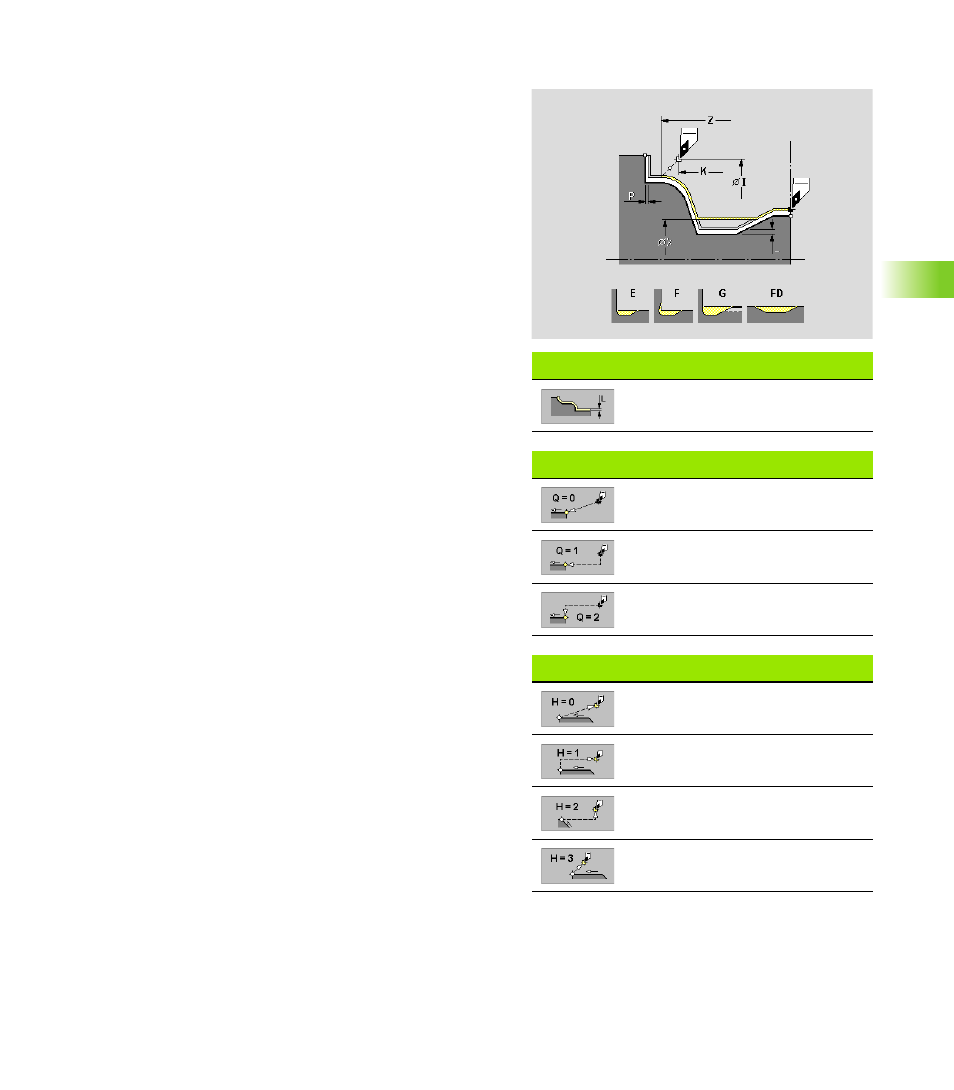
E
Avance de plongée réduite pour contours tombants
Approche
Oui: „Mode d'approche Q“ à régler par softkey
Non (Q=3): L'outil se trouve à proximité du point initial
Q
Mode d'approche (voir tableau de softkeys)
Q=0: La CIP vérifie:
Approche en diagonale
Sens X, puis Z
Equidistant autour de l'obstacle
Omission des premiers éléments de contour si la position
initiale est inaccessible
Q=1: D'abord sens X, puis Z
Q=2: D'abord sens Z, puis X
Dégager l'outil
Oui: „Mode de dégagement H“ à régler par softkey
Non (H=4): L'outil reste à la coordonnée finale