27 cy cles de fr aisag e – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 268
268
4.27 Cy
cles de fr
aisag
e
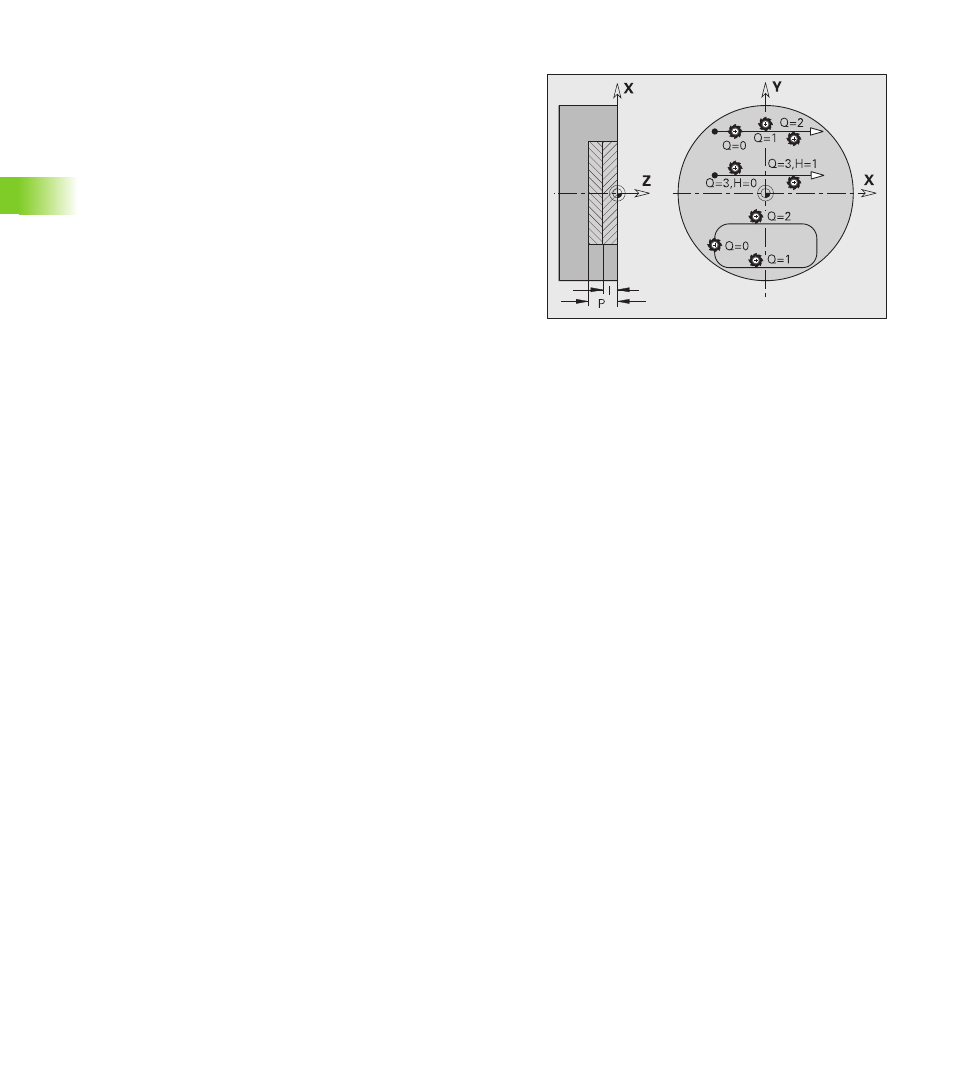
G840 – Calculer les positions de pré-perçage
„G840 A1 ..“ détermine les positions de pré-perçage et les mémorise
dans la référence indiquée dans „NF“. Ne programmez que les
paramètres indiqués dans le tableau suivant.
Voir également:
G840 – Principes de base: Page 267
G840 – Fraisage: Page 269
Paramètres – Déterminer les positions de pré-perçage
Q
Type de cycle (= lieu du fraisage)
Contour ouvert. En cas de recoupements, „Q“ définit si la
première section (à partir du point initial) ou bien tout le
contour doit être usiné.
Q=0: Centre de la fraise sur le contour (position de pré-
perçage = point initial).
Q=1: Usinage à gauche du contour. En cas de
recoupements, ne tenir compte que de la première
section du contour.
Q=2: Usinage à droite du contour. En cas de
recoupements, ne tenir compte que de la première
section du contour.
Q=3: Non autorisé
Q=4: Usinage à gauche du contour. En cas de
recoupements, tenir compte de tout le contour.
Q=5: Usinage à droite du contour. En cas de
recoupements, tenir compte de tout le contour.
Contour fermé
Q=0: Centre de la fraise sur le contour (position de pré-
perçage = point initial).
Q=1: Fraisage intérieur
Q=2: Fraisage extérieur
Q=3..5: Non autorisé
NS
Numéro de séquence – Début de la section de contour
Figures: Numéro de séquence de la figure
Contour libre fermé: Premier élément du contour (pas le
point initial)
Contour fermé: Premier élément du contour (pas le point
initial). „NS – NE“ définit le sens du contour.
NE
Numéro de séquence – Fin de la section de contour
Figures, contour libre fermé: Pas d'introduction
Contour ouvert: Dernier élément du contour
Le contour comporte un seul élément:
Pas d'introduction: Usinage dans le sens du contour
NS=NE programmé: Usinage dans le sens inverse du
contour