Cycle de répétition de contour g83, 21 cy cles simples de t our nag e – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 239
CNC PILOT 4290 HEIDENHAIN
239
4.21 Cy
cles simples de t
our
nag
e
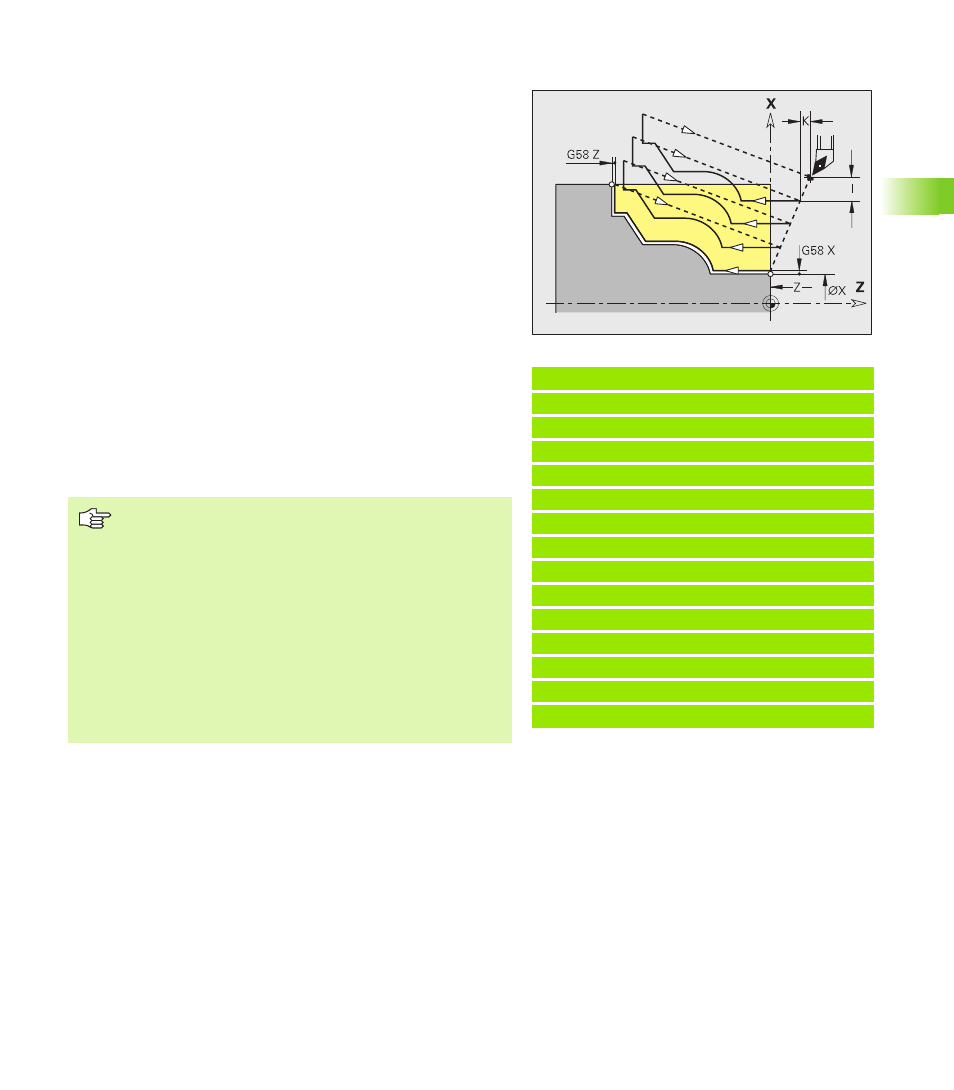
Cycle de répétition de contour G83
G83 exécute plusieurs fois les fonctions programmées dans les
séquences suivantes (déplacements simples ou cycles sans définition
du contour). G80 termine le cycle d'usinage.
Si le nombre de passes est différent dans le sens de X et de Z,
l'usinage se fait d'abord dans les deux sens avec les valeurs
programmées. La passe est mise à zéro lorsque la valeur-cible et
atteinte dans un sens.
Programmation:
G83 est seule dans la séquence
G83 ne doit pas être programmée avec des variables K
G83 ne doit pas être imbriquée, et pas davantage par l'appel de
sous-programmes.
Exemple: G83
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G83 X80 Z0 I4 K0.3
N4 G0 X80 Z0
N5 G1 Z-15 B-1
N6 G1 X102 B2
N7 G1 Z-22
N8 G1 X90 Zi-12 B1
N9 G1 Zi-6
N10 G1 X100 A80 B-1
N11 G1 Z-47
N12 G1 X110
N13 G0 Z2
N14 G80
Paramètres
X
Point-cible du contour (cote de diamètre) – (par défaut:
Validation de la dernière coordonnée X)
Z
Point-cible du contour (par défaut: Validation de la dernière
coordonnée Z)
I
Plongée max. dans le sens de X (cote de rayon) – (par défaut: 0)
K
Plongée max. dans le sens de Z (par défaut: 0)
La correction du rayon de plaquette ne sera pas
appliquée. Vous pouvez programmer séparément la
CRD avec G40..G42.
Distance de sécurité après chaque passe: 1mm.
Une surépaisseur G57
est appliquée en tenant compte du signe (les
surépaisseurs sont donc impossibles pour les
usinages intérieurs)
reste active après la fin du cycle
Une surépaisseur G58
est prise en compte si vous travaillez avec la CRD
reste active après la fin du cycle
Déroulement du cycle
1
Débute l'usinage du cycle à partir de la position de l'outil.
2
Plonge de la valeur définie dans „I, K".
3
Exécute l'usinage défini dans les séquences suivantes en
prenant en compte comme „surépaisseur“ la distance entre la
position de l'outil et le point initial du contour.
4
Retourne en diagonale.
5
Répète 2...4 jusqu'à ce que le „point-cible du contour“ soit
atteint.
6
Retourne au point initial du cycle.