34 pr ogr ammation de v a ri ables – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 323
CNC PILOT 4290 HEIDENHAIN
323
4.34 Pr
ogr
ammation de v
a
ri
ables
#783, #785,
#786
Distance pointe de l'outil – point de référence du
chariot Y, Z, X
#787
Diamètre de référence pour l'usinage sur l'enveloppe
(G120)
#788
Broche dans laquelle la pièce est serrée (G98)
#790
Surépaisseur G52-Géo
0: Ne pas prendre en compte
1: Prendre en compte
#791..#792
Surépaisseurs X, Z G57
#793
G58 Surépaisseur P
#794..#795
Largeur de la dent en X et Z correspondant au
décalage du point de référence de l'outil avec G150/
G151
#796
Numéro de la broche pour laquelle l'avance a été
programmée en dernier
#797
Numéro de la broche pour laquelle la vitesse de
rotation a été programmée en dernier
#801
Inclinaison du plan d'usinage active
#802
0: G30 inactive
1: G30 active
#803
Numéro de la langue sélectionnée – L'ordre de
succession des langues (commençant par „0“)
indiqué dans le paramètre de commande 4 est
déterminant
#804
DataPilot est-il ?
0: Commande
1: DataPilot
Informations CN dans les variables #
Informations outil dans les variables #
#512
Type d'outil à 3 chiffres
#513..#515
1., 2., 3. Position du type d'outil
#516
Longueur utile (nl) pour outils de tournage et de
perçage:
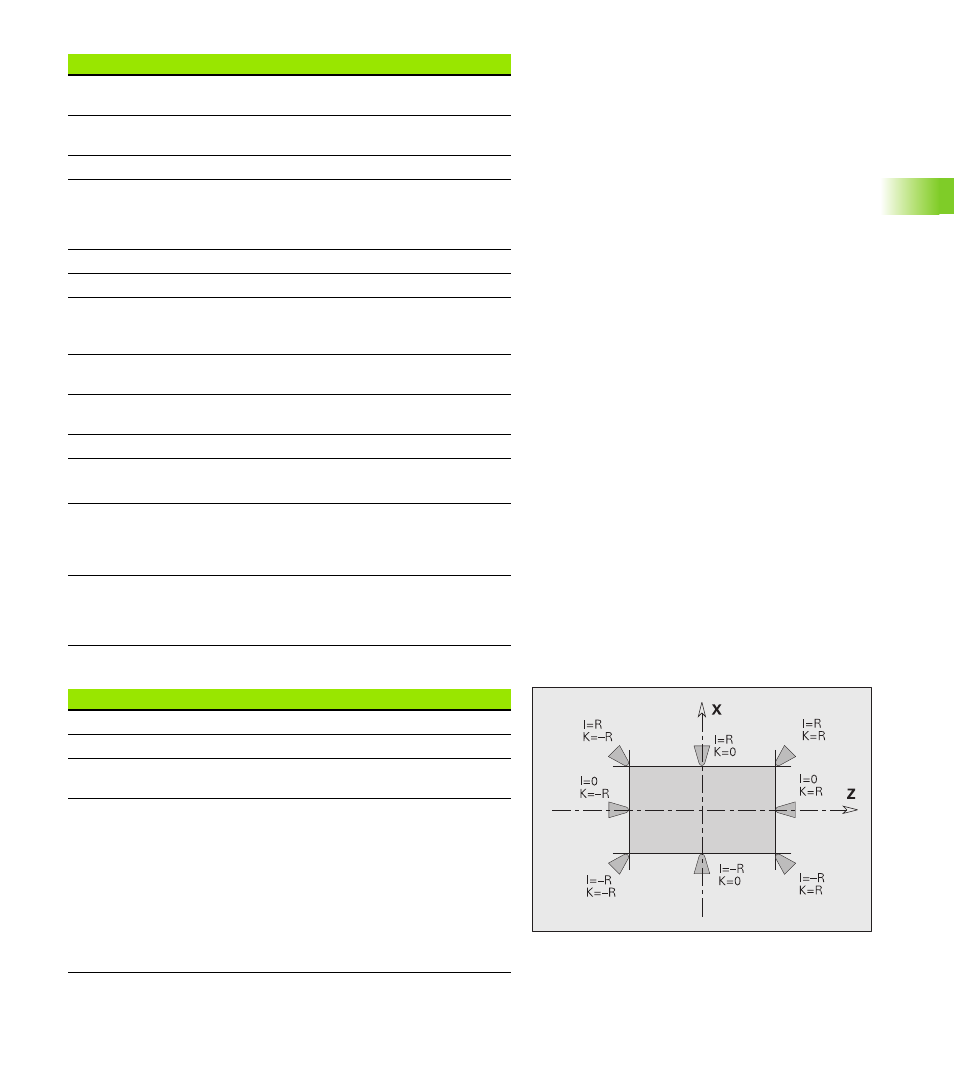
#517
Sens principal de l'usinage:
0: Indéfini
1: +Z
2: +X
3: –Z
4: –X
5: +/–Z
6: +/–X