Liste des fonctions g, Paramètres d'adresses, 2 remar ques sur la pr ogr a mmation – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 122
122
4.2 Remar
ques sur la pr
ogr
a
mmation
Liste des fonctions G
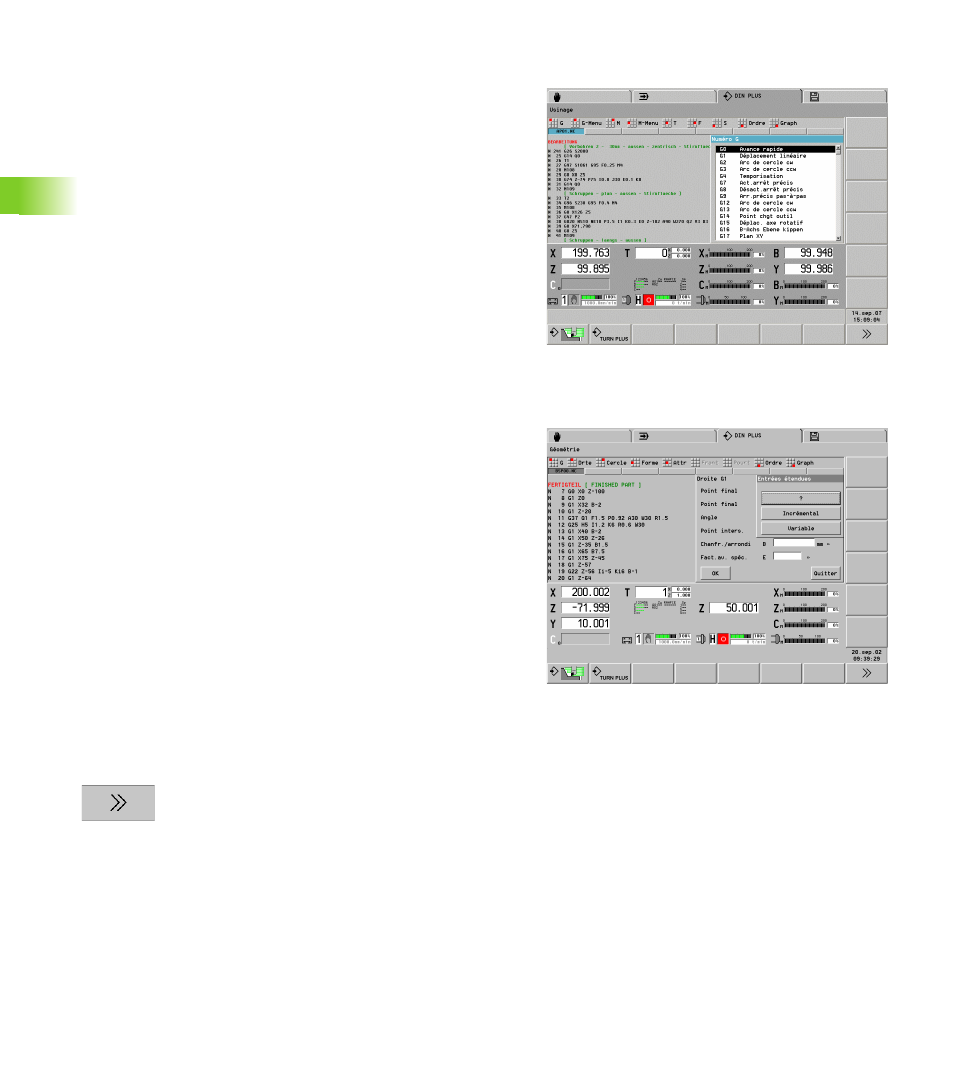
Si l'on ne connaît pas le code G, on peut alors recourir à l'éditeur DIN
et à sa liste des fonctions G.
U
Sélectionner „G“ dans le menu Géométrie ou
Usinage. L'éditeur ouvre la „liste des fonctions G“.
U
Positionner le curseur sur la fonction G désirée
U
Avec ENTER, valider le numéro G
Paramètres d'adresses
Vous programmez les coordonnées en absolu ou en incrémental. Si
vous n'indiquez pas les coordonnées X, Y, Z, XK, YK, C, elles sont
issues de la dernière séquence exécutée (modal).
Les coordonnées inconnues des axes principaux X, Y ou Z sont
calculées par la CNC PILOT si vous programmez „?“ (programmation
géométrique simplifiée – PGS).
Les fonctions d'usinage G0, G1, G2, G3, G12 et G13 sont des
fonctions modales. Cela signifie que la CNC PILOT prend en compte
la commande G précédente si les paramètres d'adresse X, Y, Z, I ou K
sont programmés dans la séquence suivante sans fonction G. Dans ce
cas, les valeurs absolues sont supposées être des paramètres
d'adresse.
La CNC PILOT gère les variables et expressions arithmétiques en tant
que paramètres d'adresse.
Edition des paramètres d'adresse:
U
Activer la boîte de dialogue
U
Positionner le curseur sur le champ et introduire/
modifier les valeurs ou
U
„Introduction étendue“
„?“ à programmer (PGS)
Commutation „Incrémental – Absolu“
Activer l'introduction de variables