27 cy cles de fr aisag e – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 278
278
4.27 Cy
cles de fr
aisag
e
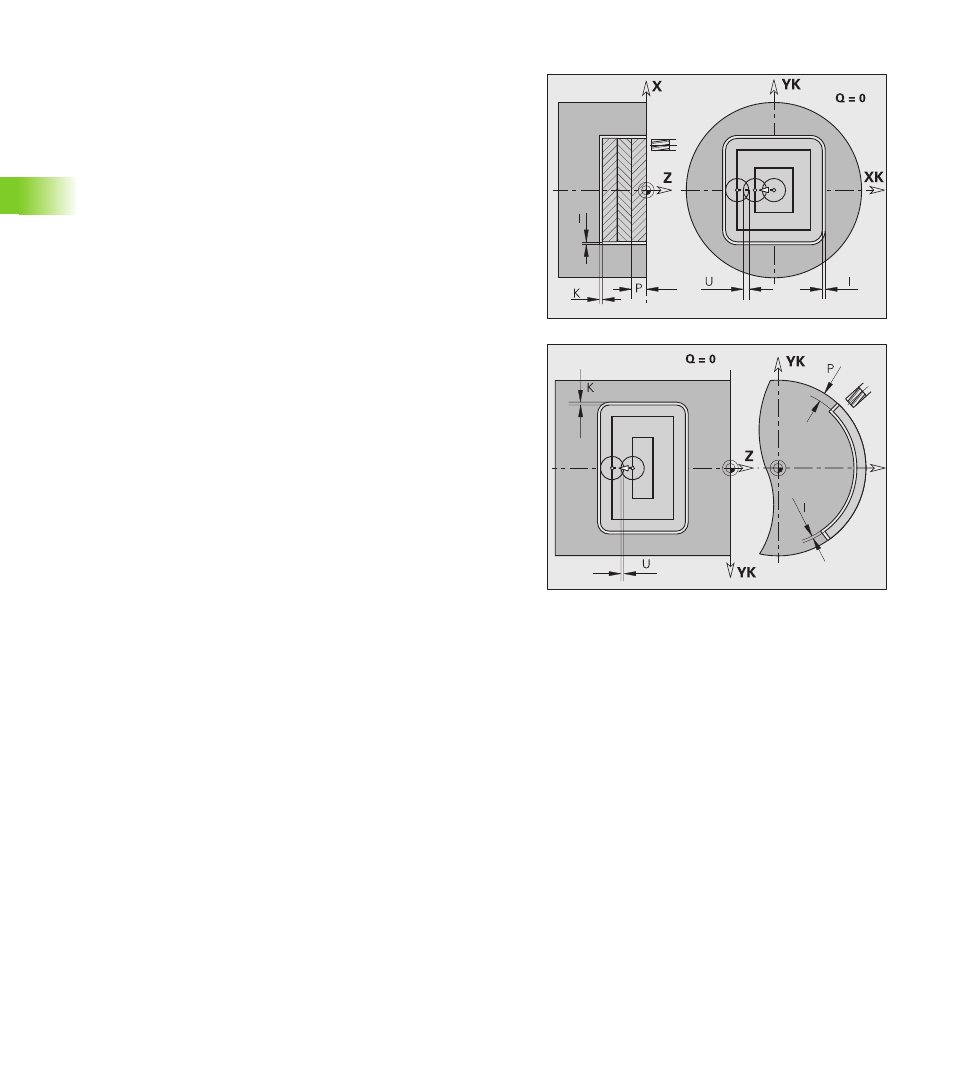
G845 – Fraisage
Vous agissez sur le sens de fraisage avec le „mode de fraisage H“,
le „sens d'usinage Q“, et le sens de rotation de la fraise (voir tableau
suivant). Ne programmez que les paramètres indiqués dans le tableau
suivant.
Voir également:
G845 – Principes de base: Page 276
G845 – Calculer les positions de pré-perçage: Page 277
Paramètres – Fraisage
NS
Numéro de séquence – référence à la description du contour
P
Profondeur de fraisage (max.) (passe dans le plan de fraisage)
I
Surépaisseur dans le sens X
K
Surépaisseur dans le sens Z
U
Facteur de recouvrement (min.). Définit le recouvrement des
trajectoires de fraisage (par défaut: 0,5).
Recouvrement = U*diamètre de la fraise
H
Mode de fraisage (par défaut: 0)
H=0: Usinage en opposition
H=1: Usinage en avalant
F
Avance de plongée pour plongée en profondeur (par défaut:
Avance active)
A partir de la version de logiciel 625 952-05: lors de plongée
pendulaire ou hélicoïdale, F est utilisée comme avance
d'usinage.
E
Avance réduite pour éléments circulaires (par défaut: avance
courante)
J
Plan de retrait (par défaut: Retour à la position initiale)
Face frontale ou arrière: Position de retrait dans le sens Z
Surface de l'enveloppe: Position de retrait dans le sens X
(cote de diamètre)
Q
Sens d'usinage (par défaut: 0)
Q=0: De l'intérieur vers l'extérieur
Q=1: De l'extérieur vers l'intérieur
A
Processus „fraisage“: A=0 (par défaut=0)
NF
Marque de position – Référence à partir de laquelle le cycle lit
les positions de pré-perçage [1..127].
O
Comportement en plongée (par défaut: 0)
Plongée verticale O=0: Le cycle déplace l'outil au point
initial, plonge selon l'avance de plongée et fraise ensuite la
poche.