6 eléments de base du contour de tournage, Point initial contour de tournage g0–géo, Droite, contour de tournage g1–géo – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 150
150
4.6 Eléments de base du cont
our de t
our
nag
e
4.6 Eléments de base du contour
de tournage
Point initial contour de tournage G0–Géo
G0 définit le point initial d'un contour de tournage.
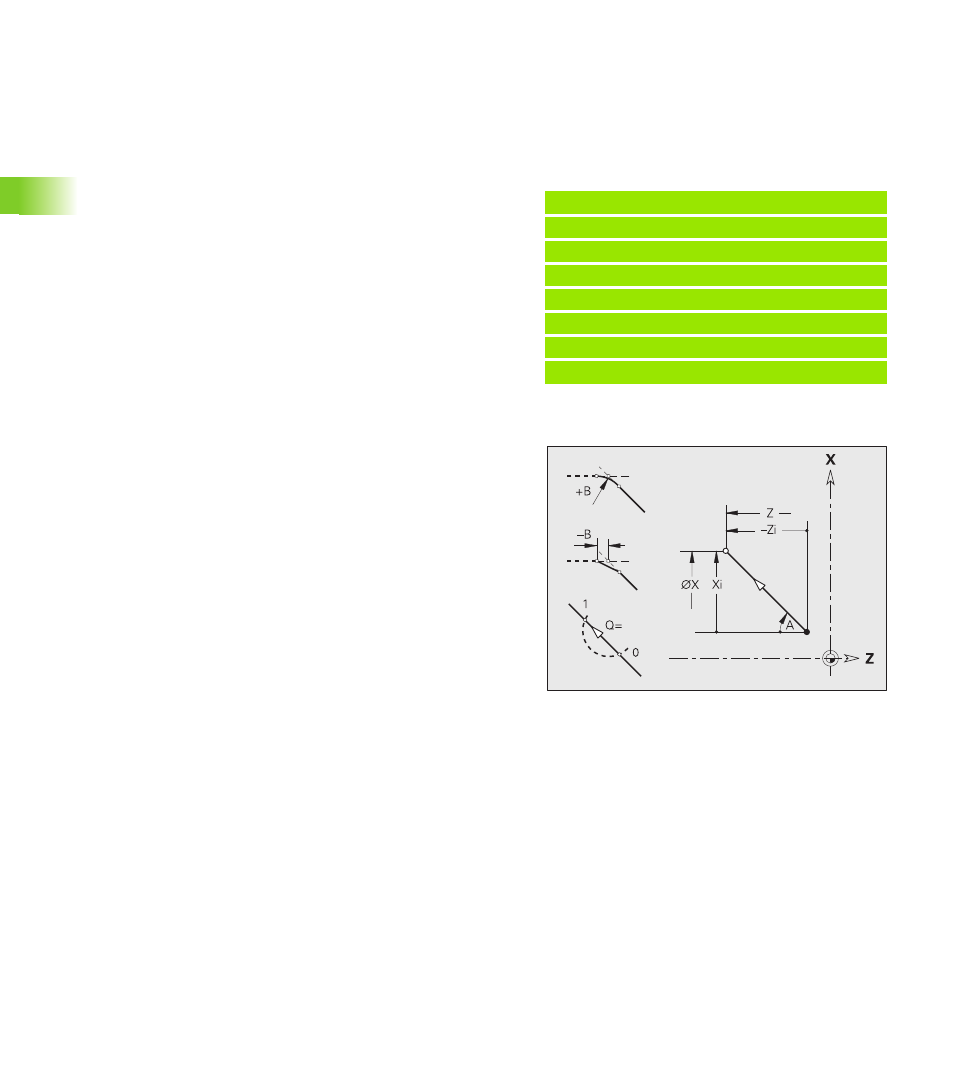
Droite, contour de tournage G1–Géo
G1 définit une droite sur un contour de tournage.
Exemple: G0-Géo
. . .
PIECE FINIE
N2 G0 X30 Z0
[point initial du contour]
N3 G1 X50 B-2
N4 G1 Z-40
N5 G1 X65
N6 G1 Z-70
. . .
Paramètres
X
Point initial du contour (cote de diamètre)
Z
Point initial du contour
Paramètres
X
Point final de l'élément de contour (cote de diamètre)
Z
Point final de l'élément de contour
A
Angle avec l'axe de rotation (direction angulaire: voir figure
d'aide)
Q
Point d'intersection. Point final lorsque la droite coupe un arc de
cercle (par défaut: 0):
Q=0: Point d'intersection proche
Q=1: Point d'intersection éloigné
B
Chanfrein/arrondi. Définit la transition à l'élément de contour
suivant. Programmez le point final théorique si vous indiquez
un chanfrein/arrondi.
aucune introduction: Raccordement tangentiel
B=0: Raccordement non tangentiel
B>0: Rayon de l'arrondi
B<0: Largeur du chanfrein
E
Avance spéciale pour le chanfrein/arrondi dans le cycle de
finition (par défaut: 1)
Avance spéciale = avance active * E (0 < E <= 1)