HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 521
Advertising
CNC PILOT 4290 HEIDENHAIN
521
6.14 Création Int
e
ra
ctiv
e du Plan de tr
a
v
ail (CIP)
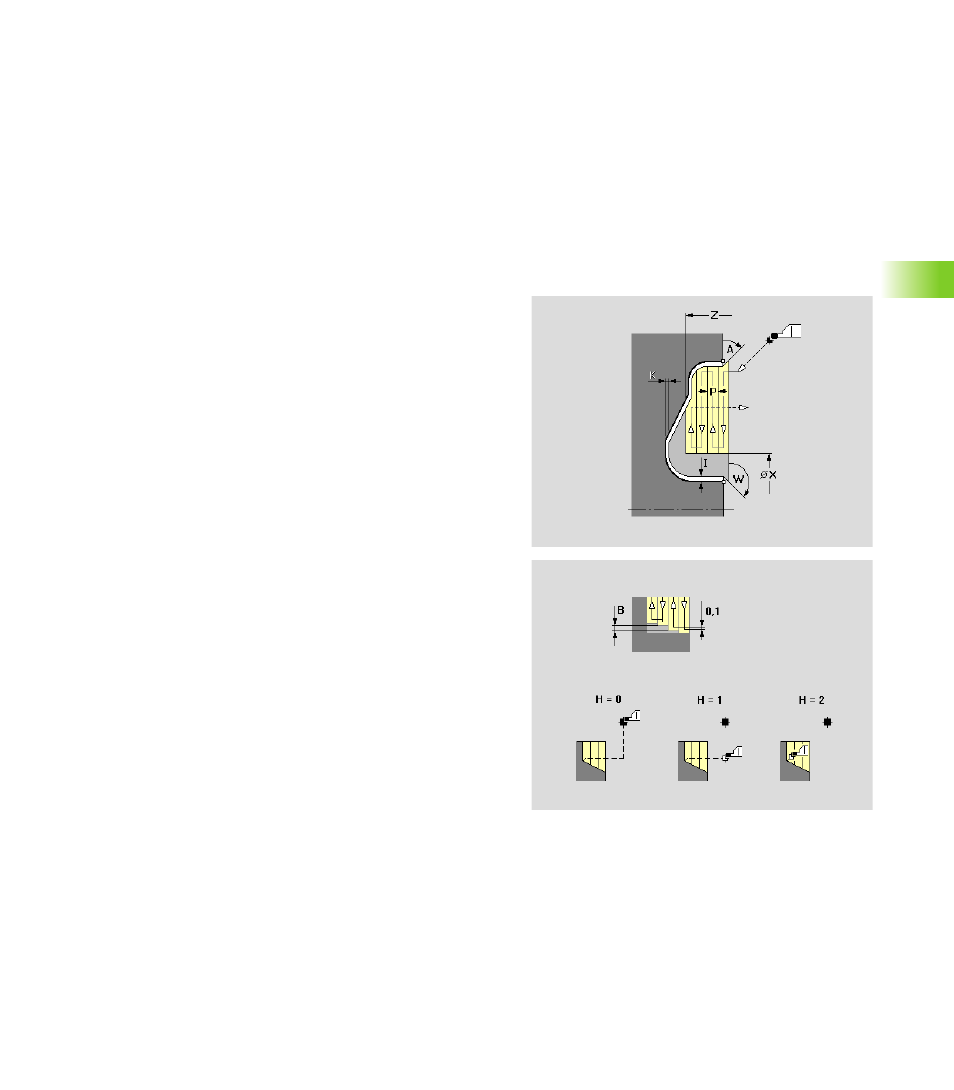
Tournage de gorge axial (G869)
Pour le „Tournage de gorge axiale“, tenez compte de l'axe de
référence pour l'angle d'approche et de sortie. Les autres paramètres
sont identiques à ceux du „Tournage de gorge radiale“ (voir
“Tournage de gorge axiale/radiale (G869)” à la page 520).
H
Mode de dégagement en fin de cycle
H=0: Retour au point initial (sens X, puis Z)
H=1: Positionne l'outil devant le contour fini
H=2: Relève l'outil à la distance de sécurité et arrête
Processus (réglage par softkey):
Ebauche et finition en une seule opération
Ebauche seulement
Finition seulement
Paramètres
Advertising