20 cy cles de t our nag e liés à un cont our – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 235
CNC PILOT 4290 HEIDENHAIN
235
4.20 Cy
cles de t
our
nag
e
liés à un cont
our
Réduction automatique de l'avance pour les chanfreins/arrondis:
Hauteur de rugosité ou avance sont programmées avec G95-Géo:
Pas de réduction automatique de l'avance
La hauteur de rugosité et l'avance ne sont pas programmées avec
G95-Géo: Réduction automatique de l'avance; le chanfrein/l'arrondi
est usiné en 3 rotations au moins
Sur les chanfreins/arrondis qui, en raison de leur taille, ont été usinés
en un minimum de 3 rotations, il n'y a pas de réduction automatique
de l'avance.
Réduction de l'avance pour les éléments circulaires: La correction
du rayon de la dent (CRD) exécute dans certaines conditions une
réduction de l'avance pour les éléments circulaires (voir
“Compensation du rayon de la dent et du rayon de la fraise” à la
page 200). Vous pouvez désactiver avec „O“ cette réduction de
l'avance.
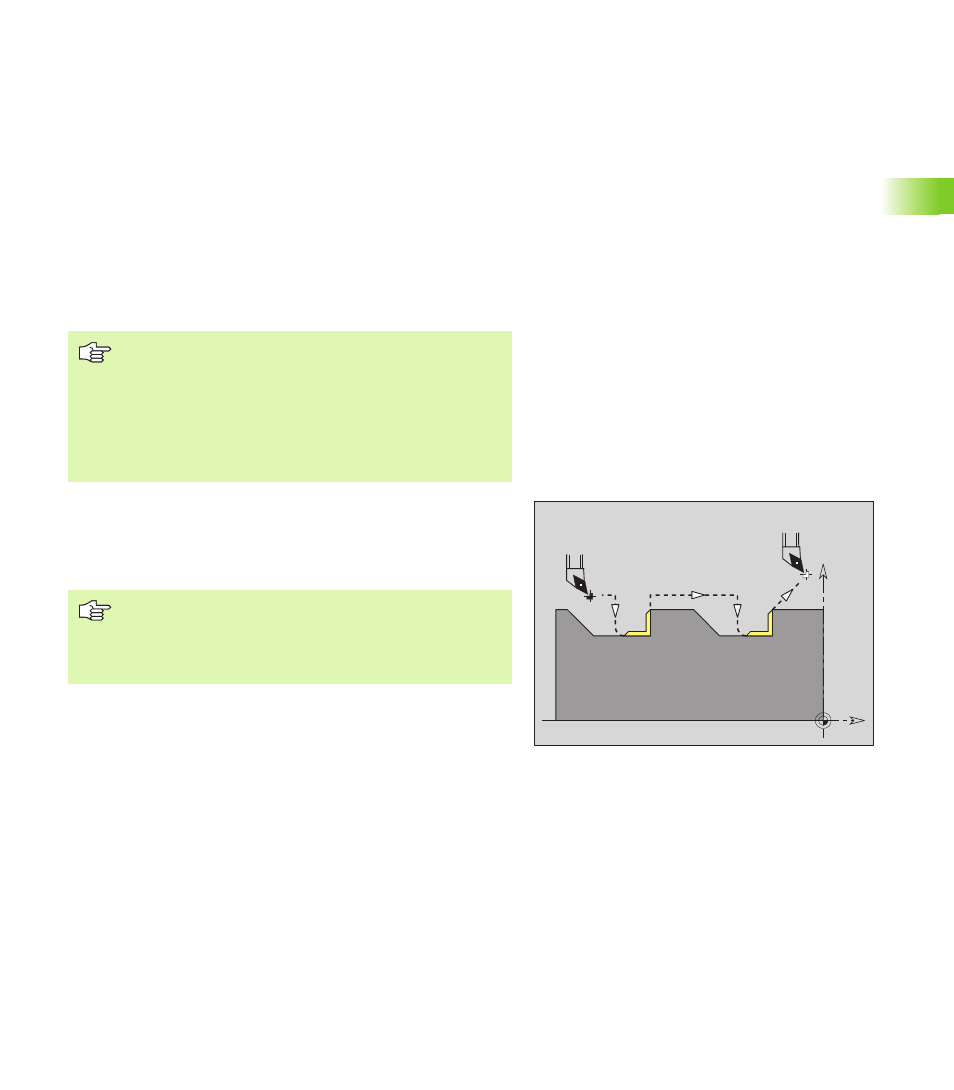
Vous activez la finition restante avec „Q=4“ (exemple: Evidement
avec outils de finition dans le sens inverse de l'usinage). La CNC
PILOT reconnaît les zones déjà usinées et les évide. Avec „Q=4“,
vous ne pouvez pas agir sur le mode d'approche – Le cycle de finition
génère la trajectoire d'approche.
Une Surépaisseur G57 „agrandit“ le contour (y compris
les contours intérieurs).
Une surépaisseur G58
>0: „agrandit“ le contour
<0: n'est pas appliquée
Les surépaisseurs G57/G58 sont effacées après la fin
du cycle.
X
Z
G890 Q4
Avec la finition restante (G890 – Q4), la CNC PILOT
vérifie si l'outil peut s'introduire dans la partie concave du
contour sans risque de collision. Pour ce contrôle de
collision, le paramètre d'outil „Largeur dn“ est
déterminant.