Spécification du cycle – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 507
CNC PILOT 4290 HEIDENHAIN
507
6.14 Création Int
e
ra
ctiv
e du Plan de tr
a
v
ail (CIP)
Spécification du cycle
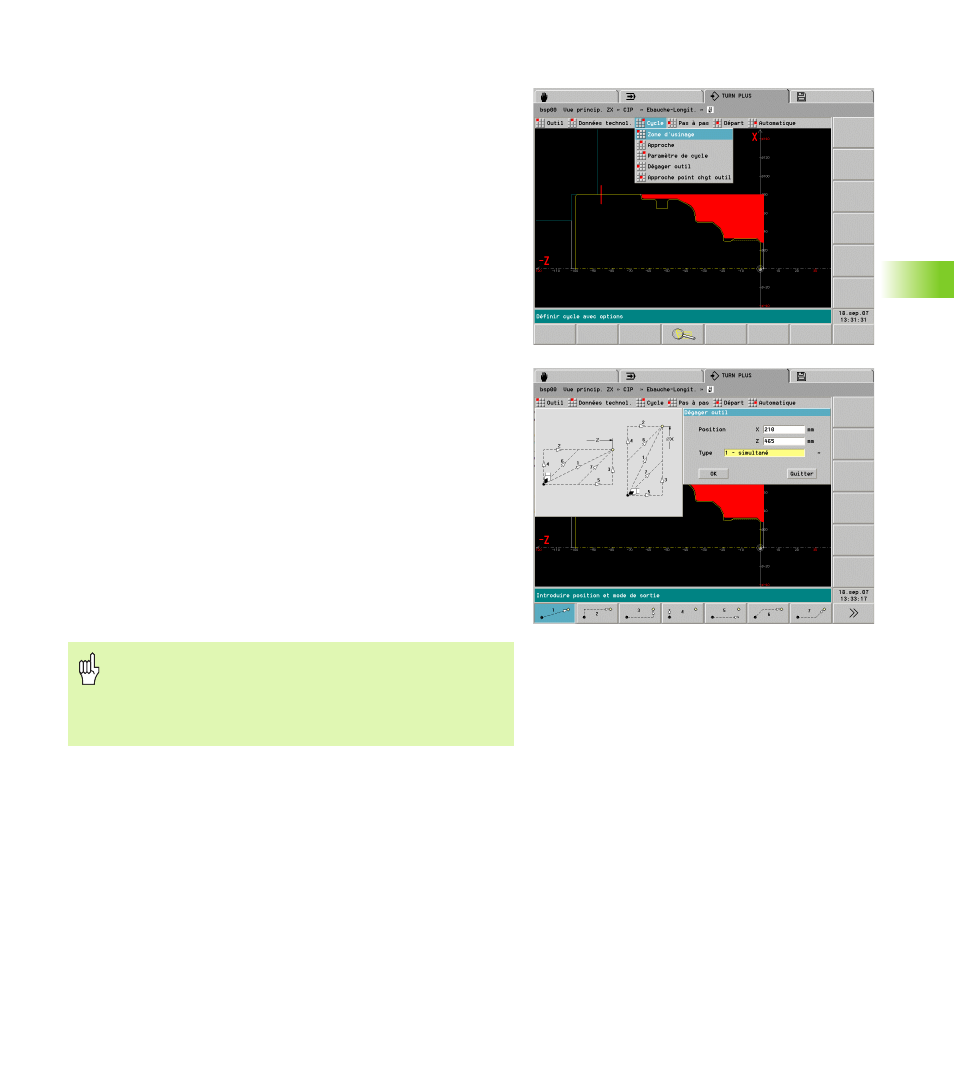
Dans le sous-menu „Cycle“, définissez les paramètres du cycle et les
stratégies d'approche et de sortie:
Zone d'usinage: Définissez la zone d'enlèvement de copeaux et le
sens de l'usinage en validant la zone.
Sélection par softkey: La suite chronologique de la sélection
détermine le sens de l'usinage.
Sélection par pavé tactile – Touche gauche de la souris: Sens
d'usinage dans le sens de création du contour..
Sélection par pavé tactile – Touche droite de la souris: Sens
d'usinage dans le sens inverse de création du contour.
Approche: Avant l'appel du cycle, l'outil se déplace en avance
rapide de la position actuelle à la position d'approche. Les cycles de
perçage et de filetage ne comportent pas d'„approche“. Positionnez
l'outil avec „Approche“ à la position qui convient.
Paramètres du cycle: TURN PLUS propose les paramètres du
cycle. Vérifiez/optimisez les paramètres.
Dégager outil: L'outil se déplace en avance rapide à la position du
dégagement quand le cycle est terminé.
Approche point chgt outil: L'outil se déplace à la position de
changement d'outil quand le cycle est terminé ou après le
„dégagement“. Vous définissez la position à aborder ainsi que le
type de déplacement dans „Type d'approche position de
changement d'outil [WP]“ (paramètre d'usinage 2):
WP=1: La position indiquée dans la boîte de dialogue „Pt
changement d'outil“ est abordée avec G0. TURN PLUS inscrit la
position de changement d'outil comme valeur par défaut.
WP=2: TURN PLUS génère G14. La position indiquée dans la
boîte de dialogue „Pt changement d'outil“ est sans signification.
WP=3: TURN PLUS calcule la position de changement d'outil en
tenant compte des outils situés dans la tourelle.
Attention, risque de collision
Dans la mesure où tous les outils ne sont pas encore
connus lors de la création d'un bloc de travail, il est
préférable que vous n'utilisiez pas avec la CIP la
configuration „WP=3“ (paramètre d'usinage 2).