Taraudage g36, 23 cy cles de perçag e – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 255
CNC PILOT 4290 HEIDENHAIN
255
4.23 Cy
cles de perçag
e
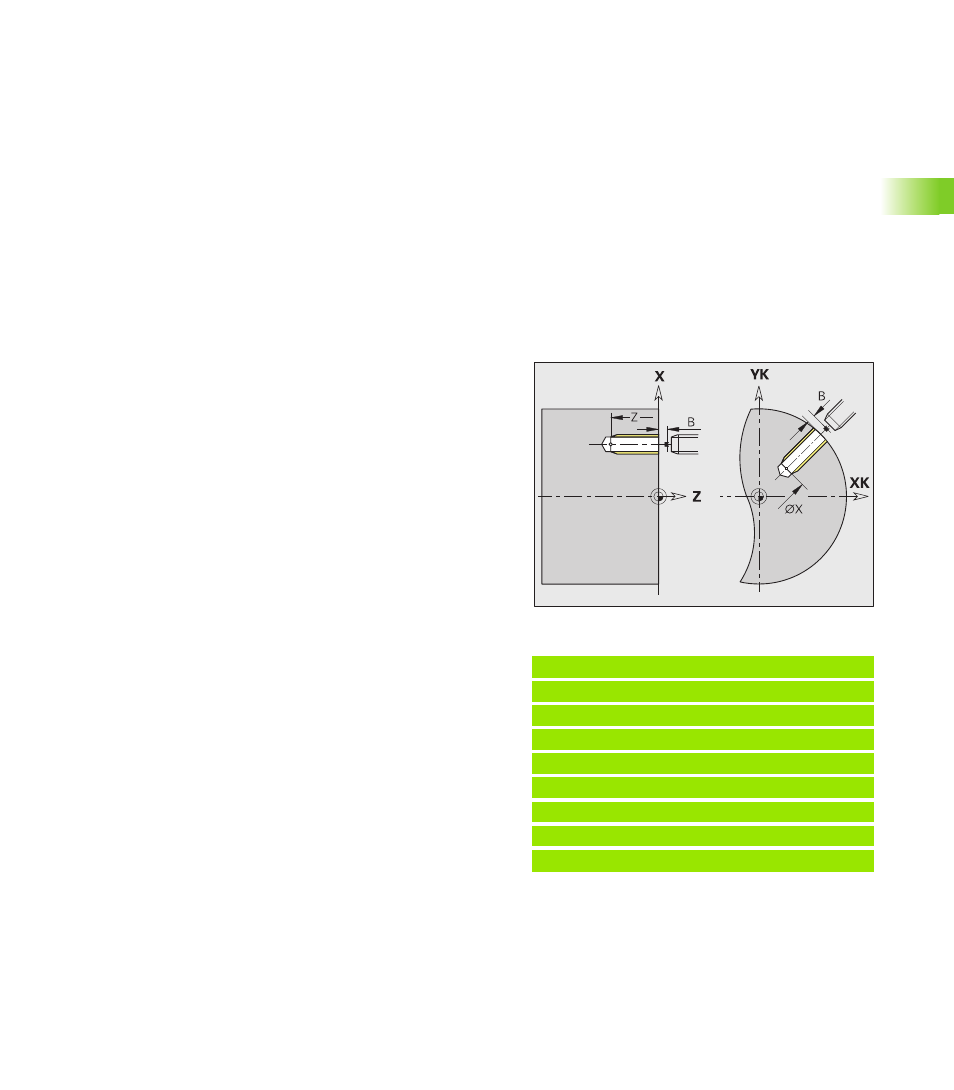
Taraudage G36
G36 réalise des taraudages axiaux/radiaux à l'aide d'outils fixes ou
tournants. En fonction de „X/Z“, G36 décide si la commande doit
tarauder un perçage radial ou axial.
Abordez le point initial avant G36. A l'issue du taraudage, G36 retourne
au point initial.
Déroulement du cycle
1
Aborde le „point initial“ en avance rapide:
K non programmé: Aborde directement le „point initial“
K programmé: Déplacement à la position „K“, puis au „point
initial“
2
Parcourt en avance d'usinage la „longueur d'approche B“
(synchronisation de la broche et de l'entraînement).
3
Usine le filet.
4
Retrait à la „vitesse de rotation de retrait S“:
K non programmé: Retrait au „point initial“
K programmé: Retrait à la position „K“
Exemple: G36
. . .
N1 T5 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-30
N4 G14 Q0
N5 T6 G97 S600 M3
N6 G0 X0 Z8
N7 G36 Z-25 F1.5 B3 Q0 [taraudage]
. . .
Paramètres
X
Point final trou axial (cote de diamètre)
Z
Point final perçage radial
F
Avance par tour: Pas de vis
Q
Numéro de la broche (par défaut: 0 – broche principale)
B
Longueur d'approche pour synchronisation de la broche et de
l'entraînement
H
Sens de référence pour le pas de vis (par défaut: 0)
H=0: Avance sur l'axe Z
H=1: Avance sur l'axe X
H=2: Avance sur l'axe Y
H=3: Avance de trajectoire
S
Vitesse de rotation de retrait (par défaut: Vitesse de rotation
lors du taraudage)