Ebauche transversale (g820) – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 511
CNC PILOT 4290 HEIDENHAIN
511
6.14 Création Int
e
ra
ctiv
e du Plan de tr
a
v
ail (CIP)
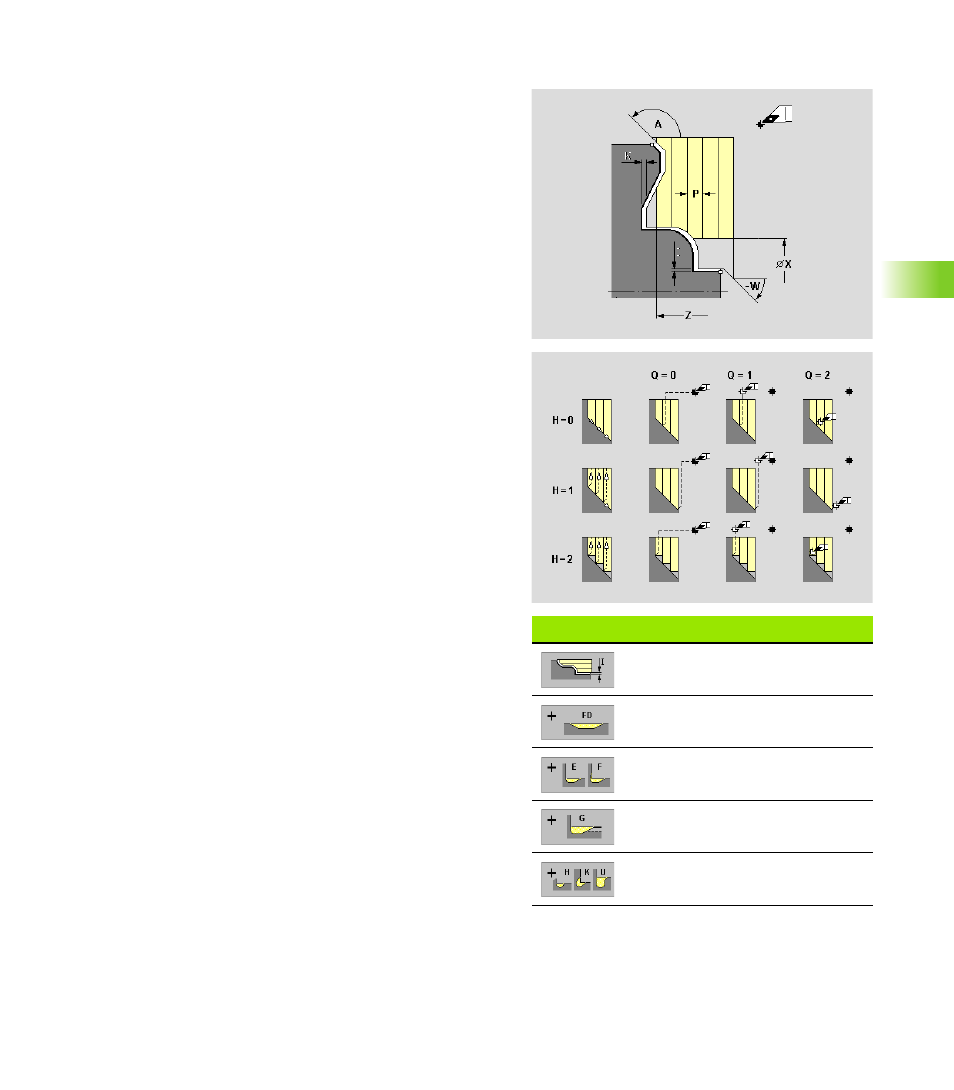
Ebauche transversale (G820)
Pour la zone de contour sélectionnée, la CIP génère le cycle G820.
Softkeys „Ebauche“
Surépaisseur longitudinale/
surépaisseur constante
Tournage libre FD
Dégagements E et F
Dégagements G
Dégagements H, K et U
Paramètres
P
Profondeur de coupe (passe max.)
A
Angle d'approche – Référence: Axe Z (par défaut 90°/270°)
W
Angle de sortie – Référence: Axe Z (par défaut 0°/180°)
X
Limite d'usinage
Z
Limite d'usinage
I
En fonction du réglage par softkey:
Surépaisseur longitudinale
Surépaisseur constante (génère la „surépaisseur G58“ avant
le cycle)
K
Surépaisseur transversale
Plongée (usiner les contours tombants) ?
Oui
Non
E
Avance de plongée réduite pour contours tombants
H
Mode de sortie (type de lissage du contour)
H=0: Usine après chaque passe le long du contour
H=1: Relève l'outil à 45°; lissage du contour après la dernière
coupe
H=2: Relève l'outil à 45° – pas de lissage du contour
Q
Mode de dégagement en fin de cycle
Q=0: Retour au point initial (sens X, puis Z)
Q=1: Positionne l'outil devant le contour fini
Q=2: Relève l'outil à la distance de sécurité et arrête
Usinage d'un dégagement. Le réglage s'effectue par softkey.