Cycle simple de filetage g32, 22 cy cles de filetag e – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 247
CNC PILOT 4290 HEIDENHAIN
247
4.22 Cy
cles de filetag
e
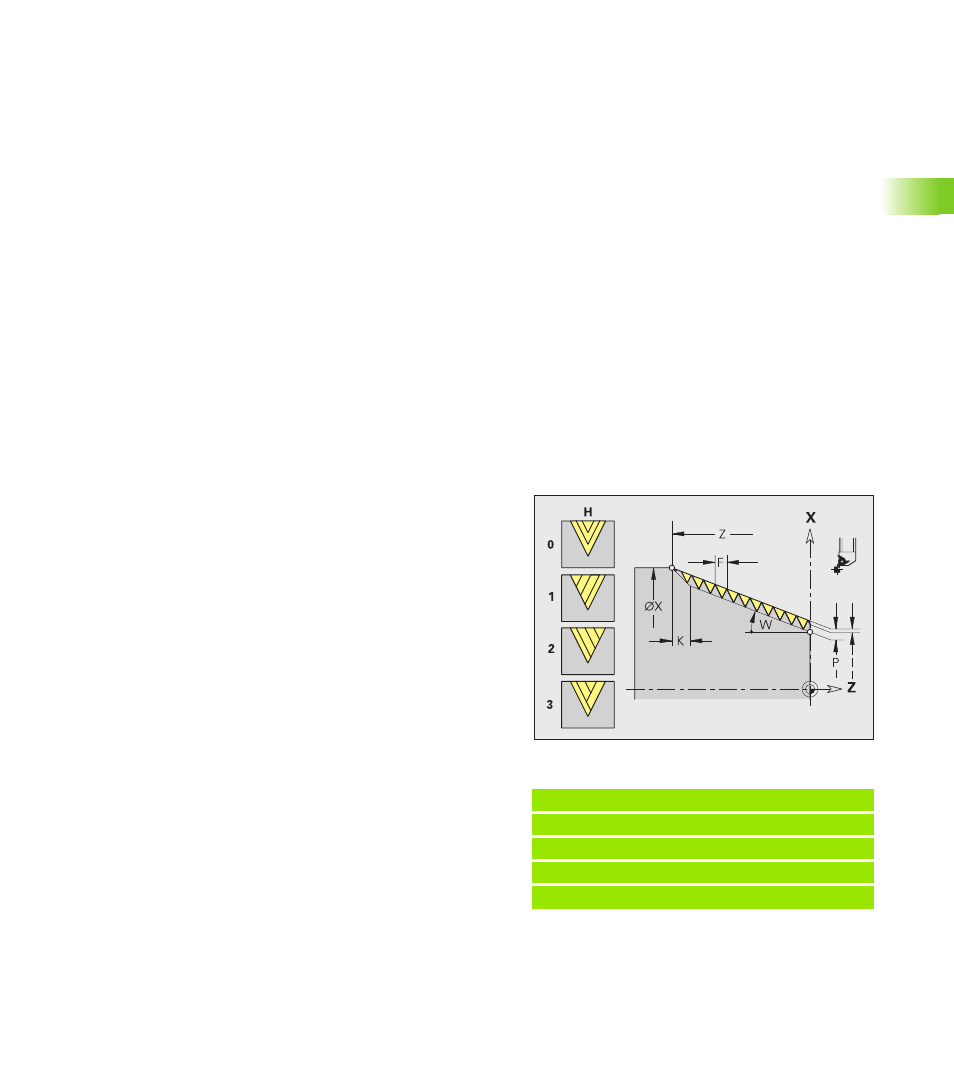
Cycle simple de filetage G32
G32 réalise un filet simple, quel que soit son sens et sa position (filet
longitudinal, conique ou transversal; filet intérieur ou extérieur).
Déroulement du cycle
1
Calcule la répartition des passes.
2
Se déplace en diagonale en avance rapide au „point initial
interne“. Ce point est situé à la distance de la „longueur
d'approche B“ en amont du „point initial du filet“. Avec „H=1“
(ou 2, 3), le décalage actuel est pris en compte lors du calcul du
„point initial interne“.
Le „point initial interne“ est basé sur la pointe de la dent.
3
Accélère jusqu'à la vitesse d'usinage (course „B“).
4
Exécute une coupe de filetage.
5
Décélère (course „P“).
6
Relève l'outil à la distance de sécurité, le déplace en avance
rapide et plonge pour usiner la coupe suivante. Pour les usinages
multi-filets, chaque filet est usiné à la même profondeur, avant
une nouvelle prise de passe.
7
Répète 3...6 jusqu'à ce que le filet soit terminé.
8
Exécute les passes à vide.
9
Retourne au „point initial interne“.
Exemple: G32
. . .
N1 T4 G97 S800 M3
N2 G0 X16 Z4
N3 G32 X16 Z-29 F1.5 U-0.9 I0.2
[filet]
. . .
Paramètres
X
Point final du filet (cote de diamètre)
Z
Point final du filet
F
Pas du filet
P
Profondeur de filetage
I
Profondeur de coupe max.
B
Coupes restantes (par défaut: 0)
B=0: Répartition de la „dernière coupe“ en 1/2, 1/4, 1/8 de
coupe.
B=1: Sans répartition de passe restante
Q
Nombre de passes à vide après la dernière coupe (pour
supprimer la pression de coupe au fond du filet) – (par
défaut: 0)
K
Longueur en sortie en fin de filet (par défaut: 0)
W
Angle de cône (–45° < W < 45°) – (par défaut: 0)
Position du filet conique par rapport à l'axe longitudinal ou
transversal:
W>0: Contour montant (dans le sens de l'usinage)
W<0: Contour tombant