HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 297
CNC PILOT 4290 HEIDENHAIN
297
4.28 Af
fe
ctation, sync
hr
onisation, tr
ansf
er
t de pièce
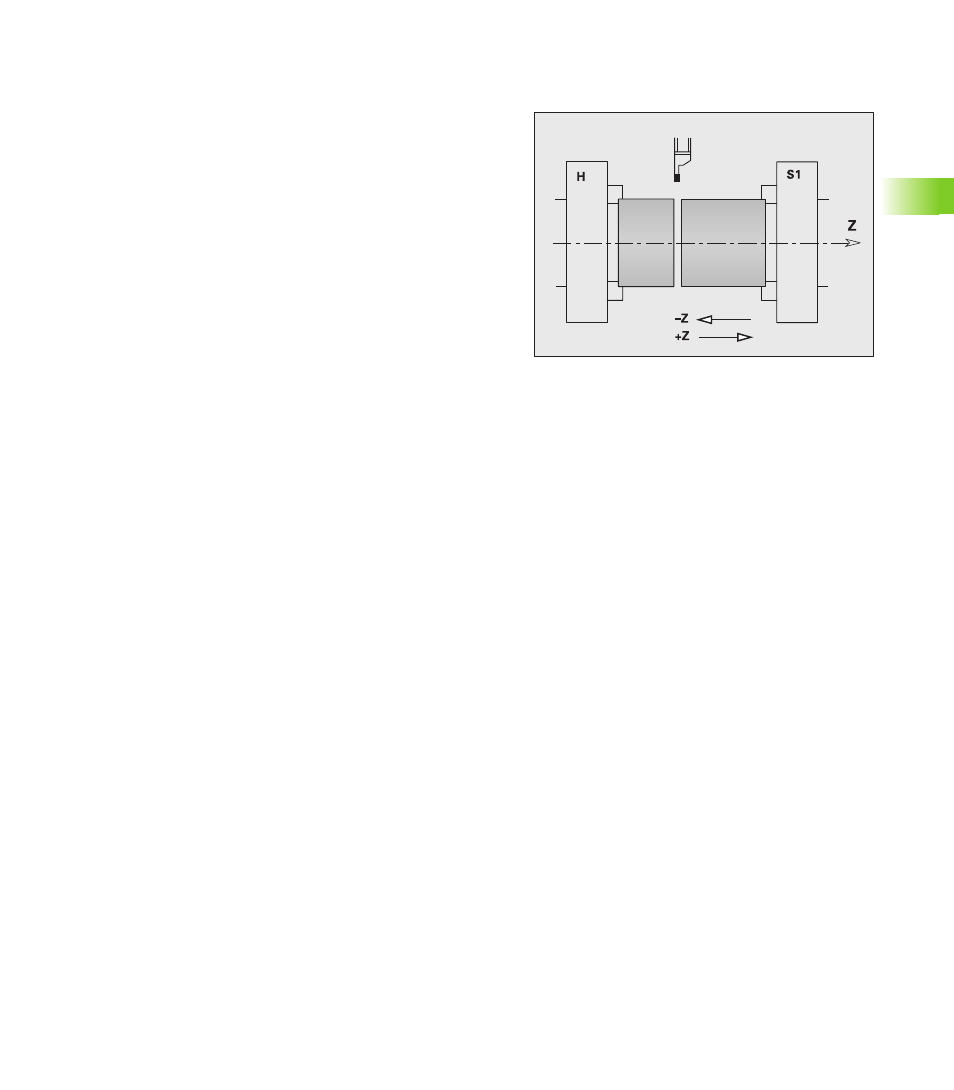
Contrôle de tronçonnage avec surveillance de
l'erreur de poursuite G917
G917 „surveille“ le déplacement. Le contrôle permet d'éviter les
collisions lors d'opérations de tronçonnage incomplètement
exécutées.
Application
Contrôle de tronçonnage Vous déplacez la pièce tronçonnée dans
le sens „+Z“. S'il une erreur de poursuite apparaît, la pièce est
considérée comme n'étant pas tronçonnée.
Contrôle de tronçonnage „sans téton“ Vous déplacez la pièce
tronçonnée dans le sens „–Z“. Si une erreur de poursuite apparaît,
la pièce est considérée comme n'étant pas correctement
tronçonnée.
Dans MP 1115, 1165, .. vous définissez:
Limite de l'erreur de poursuite
Avance de la „trajectoire surveillée“
Déroulement du contrôle de tronçonnage:
1
Tronçonner la pièce
2
Avec G917, activer la „surveillance du déplacement“
3
Avec G1, déplacer la pièce tronçonnée
4
La CNC PILOT vérifie l'„erreur de poursuite“ et inscrit le résultat
dans la variable V300
5
Exploiter la variable V300
Valeurs expérimentales
G917 donne des résultats satisfaisants dans les conditions suivantes:
avec mors de serrage striés, vitesse jusqu'à 3000 tours/minute
avec mors de serrage lisses, vitesse jusqu'à 2000 tours/minute
Pression de serrage > 10 bars