Arrondi, 3 cy cles monopasses – HEIDENHAIN MANUALplus 4110 Manuel d'utilisation
Page 96
96
4 Programmation des cycles
4.3 Cy
cles monopasses
Arrondi
Sélectionner les „monopasses“
Sélectionner l'„arrondi“
Softkey avec marche AR (=avec retrait):
Inact.: L'outil s'immobilise en fin de cycle
Act.: L'outil retourne au point initial
Arrondi
Le cycle crée un arrondi coté par rapport à l'angle de contour. L'outil
s'immobilise en fin de cycle.
Contour arrondi („avec marche AR“ =avec retrait)
L'outil aborde la pièce, usine l'arrondi dont la cotation est réalisée par
rapport à l'angle du contour et retourne en fin de cycle au point initial.
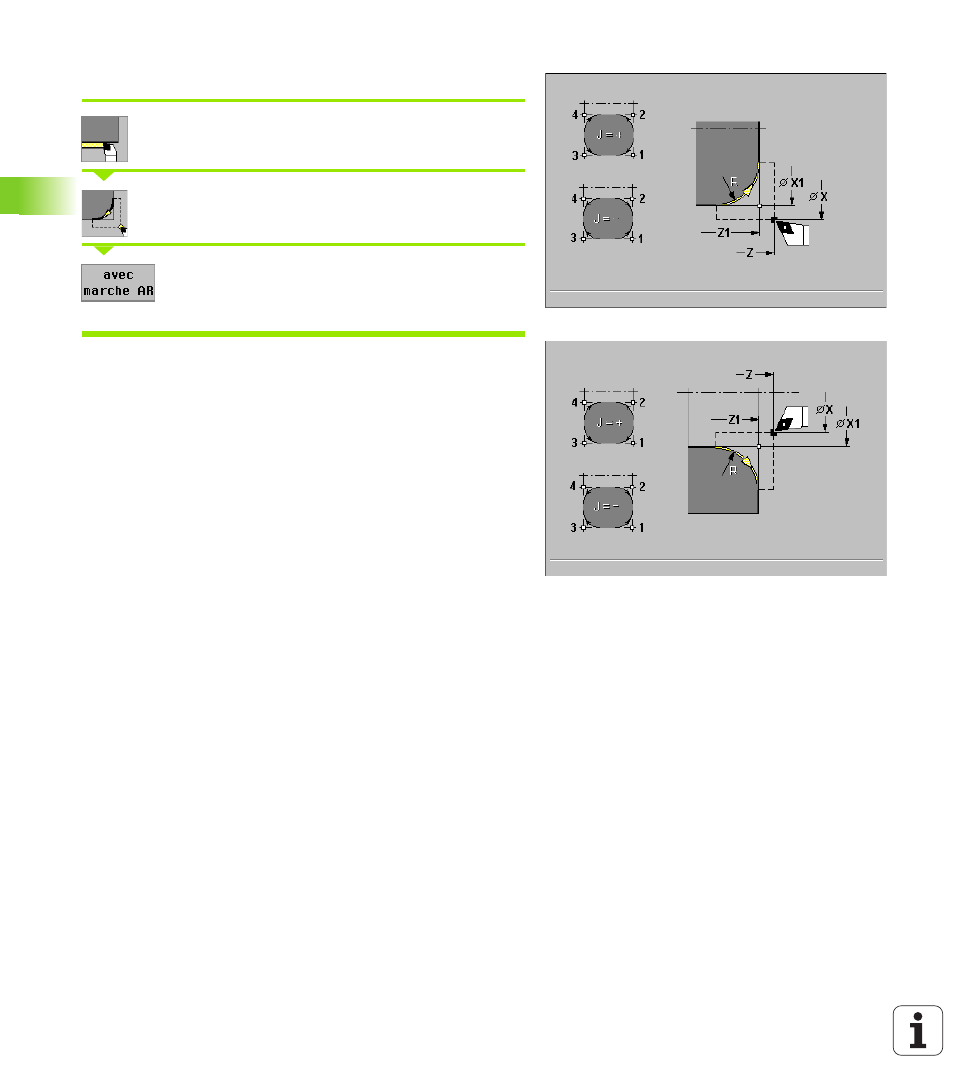
La correction du rayon de la dent est prise en compte (fig. de droite).
Paramètres du cycle
X, Z Point de départ
X1, Z1 Angle du contour
R Arrondi:
Rayon de l'arrondi
I, K Largeur du chanfrein
(en X, Z)
J Position élément
(cf. figure d'aide) – par défaut: 1
Position par rapport à „X1, Z1“
Le signe détermine le sens de l'usinage
T Numéro d'outil
S Vitesse de rotation/vitesse de coupe
F Avance par tour
Exécution du cycle „avec marche AR“ (=avec retrait)
1
calcul du „point initial et du point final de l'arrondi“
2
déplacement paraxial de „X, Z“ jusqu’au „point initial de l'arrondi“
3
déplacement circulaire selon l'avance d'usinage jusqu'au „point
final de l'arrondi“
4
l'outil est relevé et effectue un déplacement paraxial pour
retourner au point initial