Dégagement de forme u g856 – HEIDENHAIN MANUALplus 4110 Manuel d'utilisation
Page 350
350
6 Programmation DIN
6.16 Cy
cles de dég
a
g
e
ments
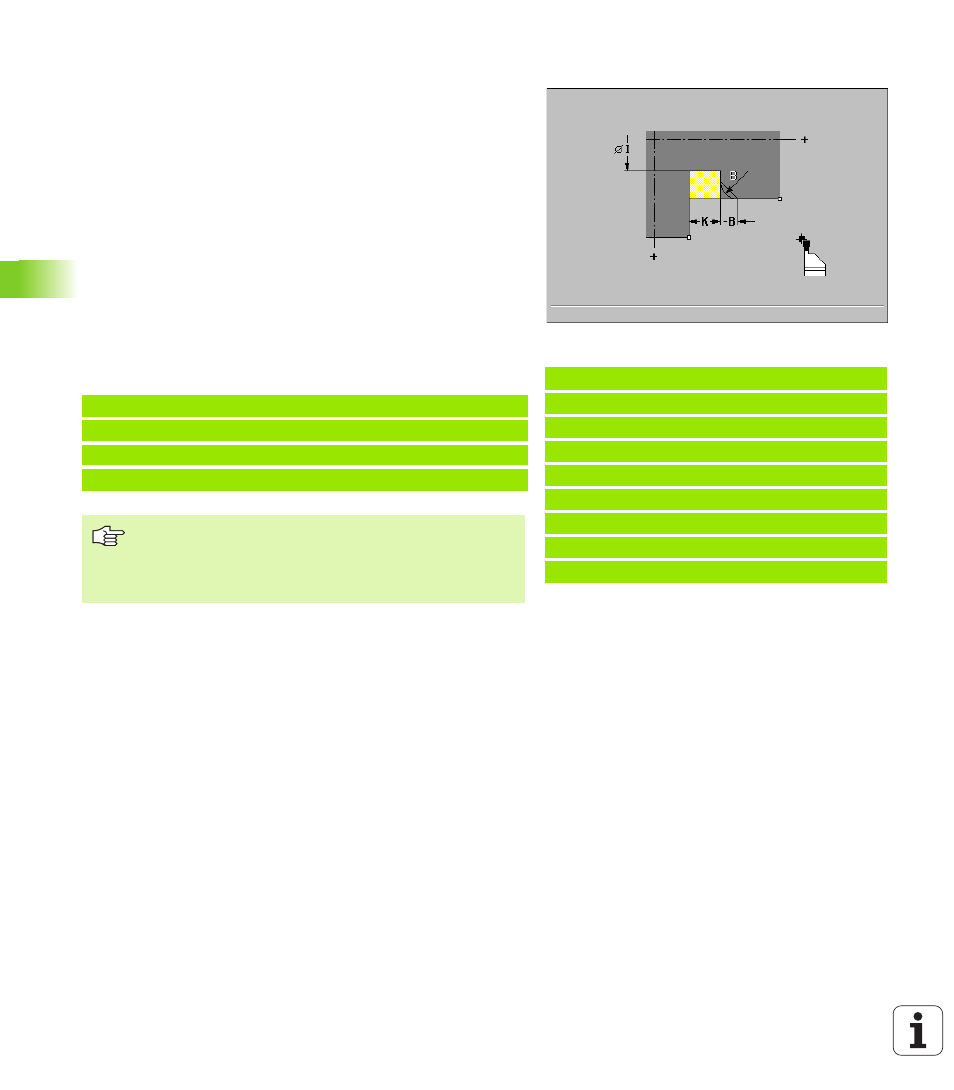
Dégagement de forme U G856
G856 réalise le dégagement et effectue la finition de la surface
transversale limitrophe. Un chanfrein/arrondi peut être usiné de
manière facultative.
Paramètres
I Diamètre du dégagement
(cote de diamètre)
K Longueur du dégagement
B Chanfrein/arrondi
B>0: Rayon de l'arrondi
B<0: Largeur du chanfrein
Remarques relatives à l'exécution du cycle:
A l'issue de l'exécution du cycle, l'outil retourne au point initial.
Si la largeur de l'arête de coupe de l'outil n'est pas définie, „K“ est
pris comme largeur de l'arête de coupe.
Séquences suivant l'appel du cycle
Exemple: G856
%856.nc
[G856]
N1 T30 G95 F0.23 G96 S248 M3
N2 G0 X60 Z2
N3 G856 I47 K7 B1
N4 G0 X50 Z-30
N5 G1 X60
N6 G80
FIN
N.. G856 I.. K.. /appel du cycle
N.. G0 X.. Z.. /coin du dégagement
N.. G1 X.. /point final surface transversale
N.. G80 /fin de la définition de contour
Le dégagement n'est exécuté que sur des angles de
contours orthogonaux, paraxiaux sur l'axe longitudinal.
Correction du rayon de la dent: sera exécutée.
Surépaisseurs: Ne seront pas appliquées