14 cy cles de t o ur nag e de g o rg es – HEIDENHAIN MANUALplus 4110 Manuel d'utilisation
Page 333
MANUALplus 4110 HEIDENHAIN
333
6.14 Cy
cles de t
o
ur
nag
e
de g
o
rg
es
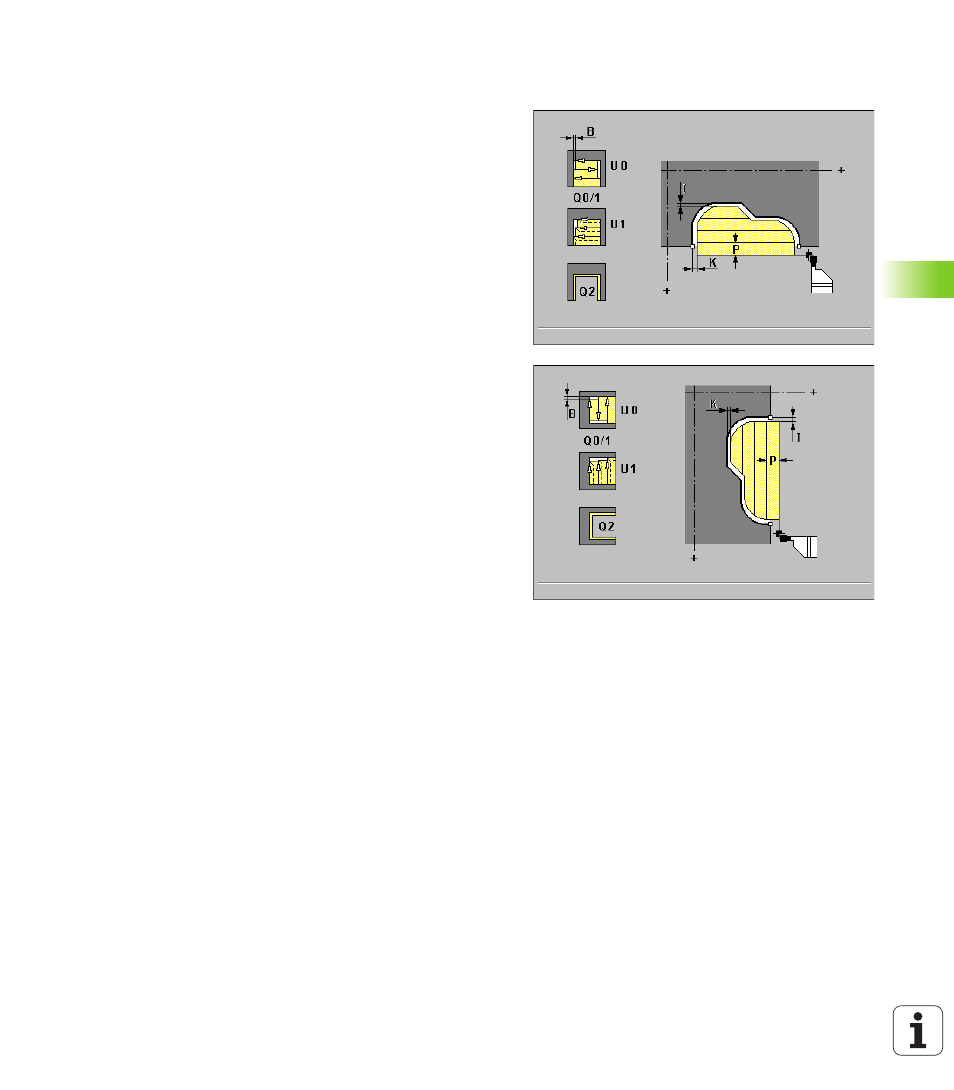
Cycle de tournage de gorges longitudinales
G815/transversales G825
Les cycles ébauchent la zone de contour définie dans les séquences
suivantes par la position de l'outil et par la définition du contour (cf.
“Définition du contour” à la page 310).
Paramètres
X Limitation de coupe
(cote de diamètre):
Z Limitation de coupe
P Plongée max.
: La répartition des passes est calculée de manière à
éviter une „passe de finition“ et à ce que la passe calculée soit <= P.
I Surépaisseur X
(par défaut: 0)
K Surépaisseur Z
(par défaut: 0)
Q Ebauche/finition
(par défaut: 0)
Q=0: L'outil exécute tout d'abord le pré-usinage en tenant compte
des surépaisseurs, puis la finition selon l'avance E.
Q=1: Ebauche seulement
Q=2: Finition seulement – „I, K“ définit la matière à enlever
U Tournage unidirectionnel
(par défaut: 0):
U=0: Bidirectionnel
U=1: Unidirectionnel
– G815: Dans le sens de la broche principale
– G825: Dans le sens de la définition du contour
B Largeur de décalage
(par défaut: 0)
R Correction de profondeur
(par défaut: 0)
0 Avance de plongée
(par défaut: Avance active)
E Avance de finition
(par défaut: Avance active)