4 cy cles multipasses – HEIDENHAIN MANUALplus 4110 Manuel d'utilisation
Page 110
Advertising
110
4 Programmation des cycles
4.4 Cy
cles Multipasses
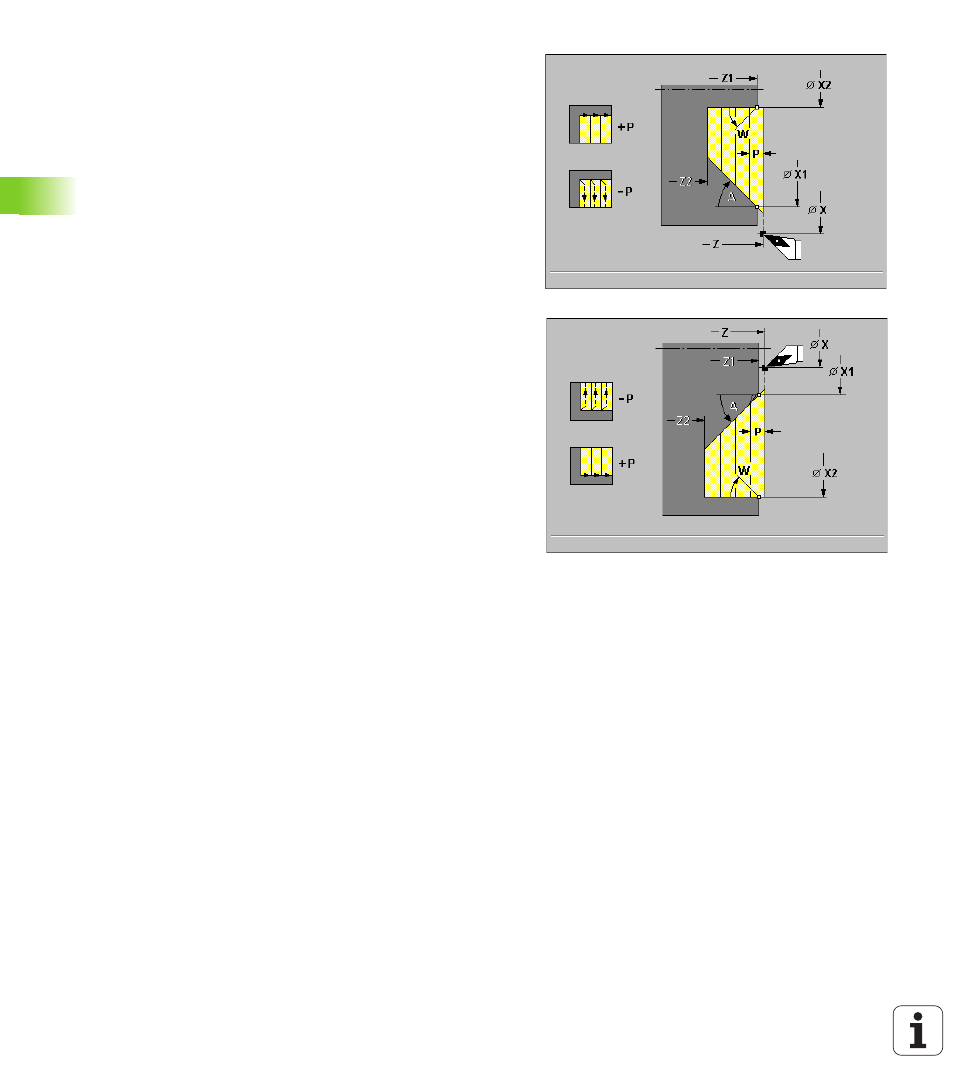
Exécution du cycle
1
calcul de la répartition des passes (passe)
2
plongée paraxiale à partir de „X, Z“ pour la première passe
3
plongée avec avance réduite dans l'„angle de plongée A“
4
déplacement selon l'avance d'usinage jusqu'au „point final Z2“ ou
jusqu'au „point final X2“ ou bien jusqu'au biseau défini par „W“
5
dépend du signe de „P“:
P>0: Usine le long du contour
P<0: Outil relevé à 45°
6
l'outil est rétracté et plonge à nouveau pour usiner la passe
suivante
7
répétition de 3...5 jusqu'à ce que „X2“ ou „Z2“ soit atteint
8
retour par un déplacement paraxial jusqu’au point de départ
Advertising