Ebauche transversale spéciale g827/g828 – HEIDENHAIN MANUALplus 4110 Manuel d'utilisation
Page 314
314
6 Programmation DIN
6.1
1
Cy
cles de t
our
nag
e
a
v
e
c suivi du cont
our
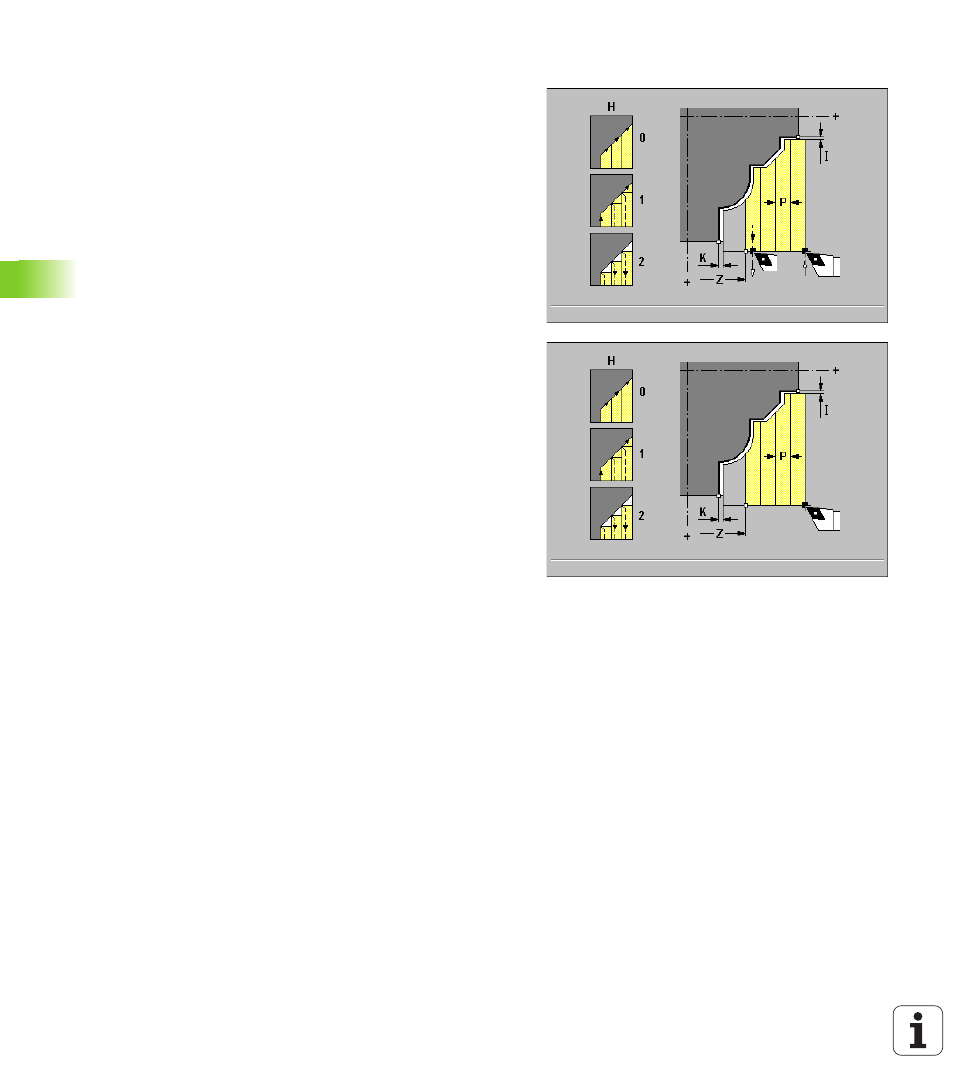
Ebauche transversale spéciale G827/G828
Le cycle procède à l'enlèvement de copeaux transversal et sans
plongée sur la zone de contour définie dans les séquences suivantes
par la position de l'outil et la définition de contour (cf. “Définition du
contour” à la page 310).
Paramètres
Z Limitation de coupe
: L'enlèvement de copeaux est réalisé
jusqu’à la „limitation de coupe“.
P Plongée max.
: La répartition des passes est calculée de manière à
éviter une „passe de finition“ et à ce que la passe calculée soit <= P.
H Mode de sortie
(par défaut: 1):
H=0: Usine après chaque passe le long du contour
H=1: Relève l'outil sous 45°; usine la dernière passe le long du
contour
H=2: Relève l'outil sous 45° – aucune passe n'est réalisée le long
du contour
I Surépaisseur X
(cote de diamètre) – (par défaut: 0)
K Surépaisseur Z
(par défaut: 0)