Finition du contour g89 – HEIDENHAIN MANUALplus 4110 Manuel d'utilisation
Page 318
318
6 Programmation DIN
6.1
1
Cy
cles de t
our
nag
e
a
v
e
c suivi du cont
our
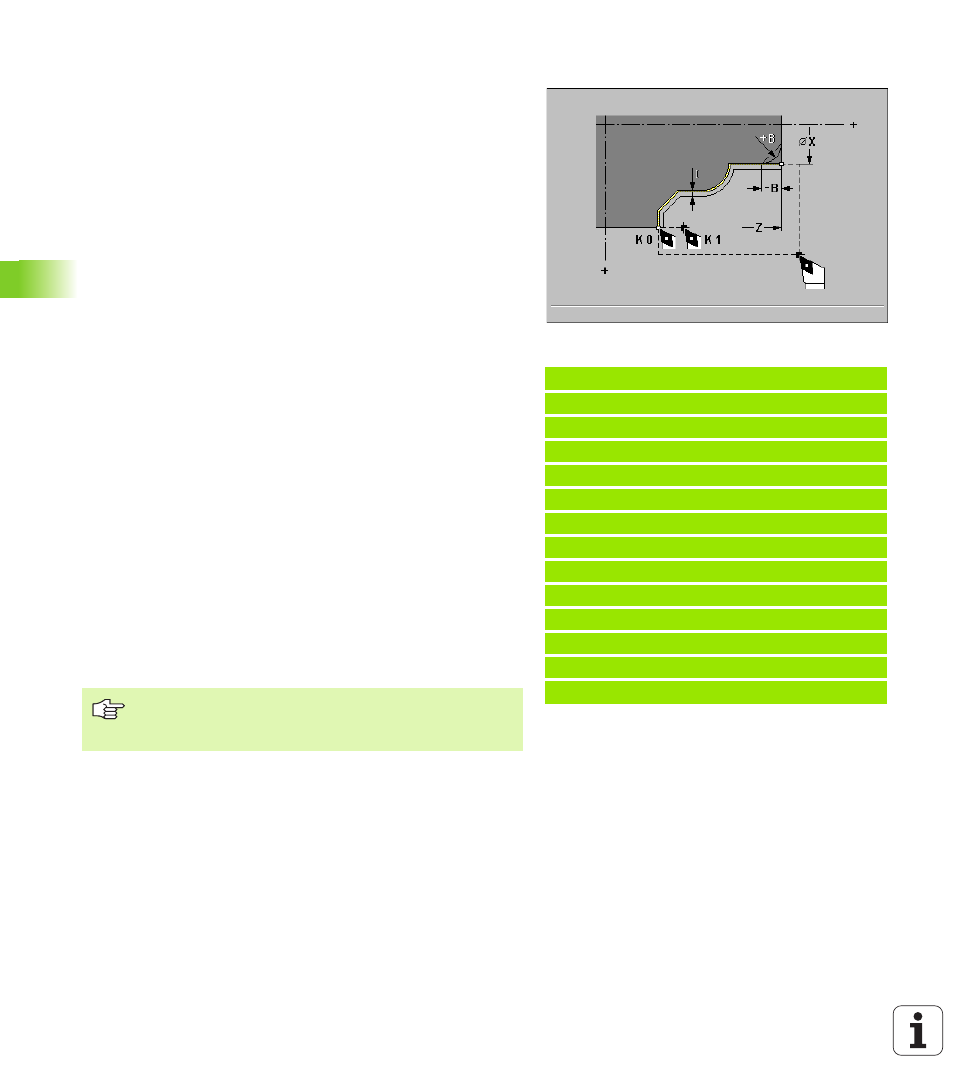
Finition du contour G89
G89 effectue la finition de la section de contour définie dans les
séquences suivantes (cf. “Définition du contour” à la page 310).
Dans la séquence CN après G89, la CRD est activée par une
commande G41/G42 (sans paramètre) et la position l'outil définie
(référence: Sens du contour):
G41: Outil à droite du contour
G42: Outil à gauche du contour
La MANUALplus désactive la CRD en fin de cycle. Si vous ne
programmez pas G41/G42, la CRD ne sera pas activée.
Paramètres
B Chanfrein/arrondi
au début de la section de contour
B>0: Rayon de l'arrondi
B<0: Largeur du chanfrein
I Surépaisseur
: Surépaisseur équidistante – Une surépaisseur
négative est autorisée
K Relevage à la fin
– Définit la position de l'outil à l'issue de
l'exécution du cycle:
Aucune introduction: Retour au point initial du cycle
K=0: L'outil s'immobilise en fin de cycle
K>0: L'outil est rétracté de la valeur de K
J Position élément
: Si la section de contour débute par un
chanfrein/arrondi, J définit la position de l'„élément de référence
imaginaire“ (par défaut: 1)
Elément de référence:
J=1: Elément transversal dans le sens +X
J=–1: Elément transversal dans le sens –X
J=2: Elément longitudinal dans le sens +Z
J=–2: Elément longitudinal dans le sens –Z
Exemple: G89
%89.nc
[G89]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X70 Z2
N3 G89 B-2 I2 K1 J1
N4 G42
N5 G0 X40 Z0
N6 G1 Z-20 B3
N7 G1 X60 B-2
N8 G1 Z-32
N9 G25 H5 W30
N10 G1 X70
N11 G80
FIN
Surépaisseurs: Une surépaisseur G58 est prise en
compte si I n'a pas été indiqué dans le cycle. La
surépaisseur est effacée à l'issue de l'exécution du cycle.