Filet à trajectoire unique g33, 15 cy cles de filetag e – HEIDENHAIN MANUALplus 4110 Manuel d'utilisation
Page 338
338
6 Programmation DIN
6.15 Cy
cles de filetag
e
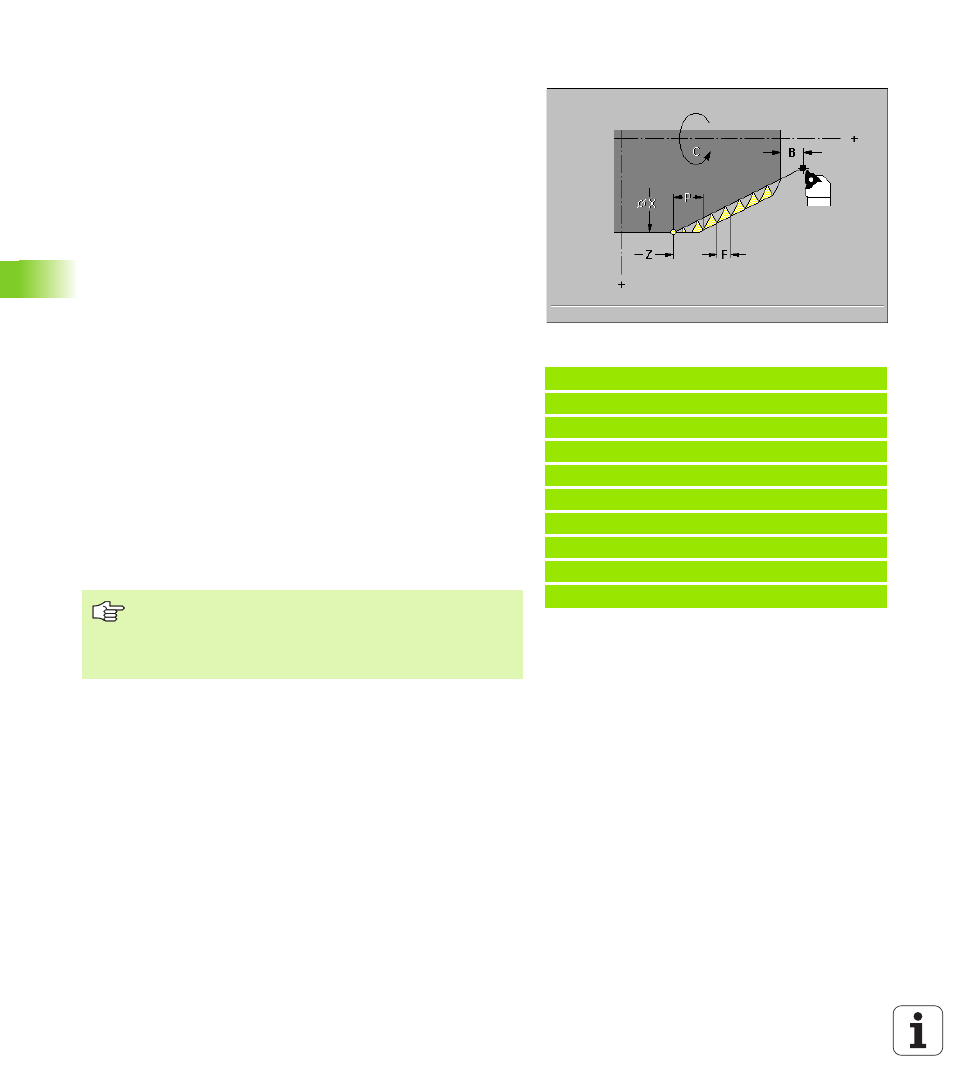
Filet à trajectoire unique G33
G33 réalise des filets, quel que soit leur sens et leur position et avec
pas de vis variable (filet longitudinal, conique ou transversal; filet
interne ou externe). Le filet débute à la position effective de l'outil et
finit au „point final X, Z“.
Paramètres
X Point final
du filet (cote de diamètre)
Z Point final
du filet
F Pas de vis
B Longueur d'approche:
(par défaut: 0): Course pour accélérer
jusqu’à l'avance programmée
P Longueur de dépassement:
(par défaut: 0): Course pour freiner le
chariot
C Angle initial
: Position de la broche principale au départ du filet
(par défaut : 0°)
Q Numéro de la broche
(par défaut: 0=broche principale)
H Sens de référence
pour le pas de vis
(par défaut: 3)
H=0: Avance sur l'axe Z pour filet longitudinal et conique jusqu'à
+45°/–45° max. par rapport à l'axe Z
H=1: Avance sur l'axe X pour filet transversal et conique jusqu'à
+45°/–45° max. par rapport à l'axe X
H=3: Avance d'usinage
E Pas de vis variable
(par défaut: 0)
E>0: Augmente le pas de vis de E par tour
E<0: Réduit le pas de vis de E par tour
Exemple: G33
%33.nc
[G33]
N1 T45 G97 S1100 G95 F0.5 M3
N2 G0 X101.84 Z5
N3 G83 X100 Z5 I0.15
N4 G33 X120 Z-80 F1.5
N5 G33 X140 Z-122.5 F1.5
N6 G0 X150 Z5
N7 G80
FIN
„Arrêt cycle“ agit à la fin d'une passe de filetage.
Le potentiomètre d'avance est inactif pendant
l'exécution du cycle.
Pré-commande activée