Cycle de perçage profond g74, 1 8 cy cles de perçag e – HEIDENHAIN MANUALplus 4110 Manuel d'utilisation
Page 355
MANUALplus 4110 HEIDENHAIN
355
6.1
8
Cy
cles de perçag
e
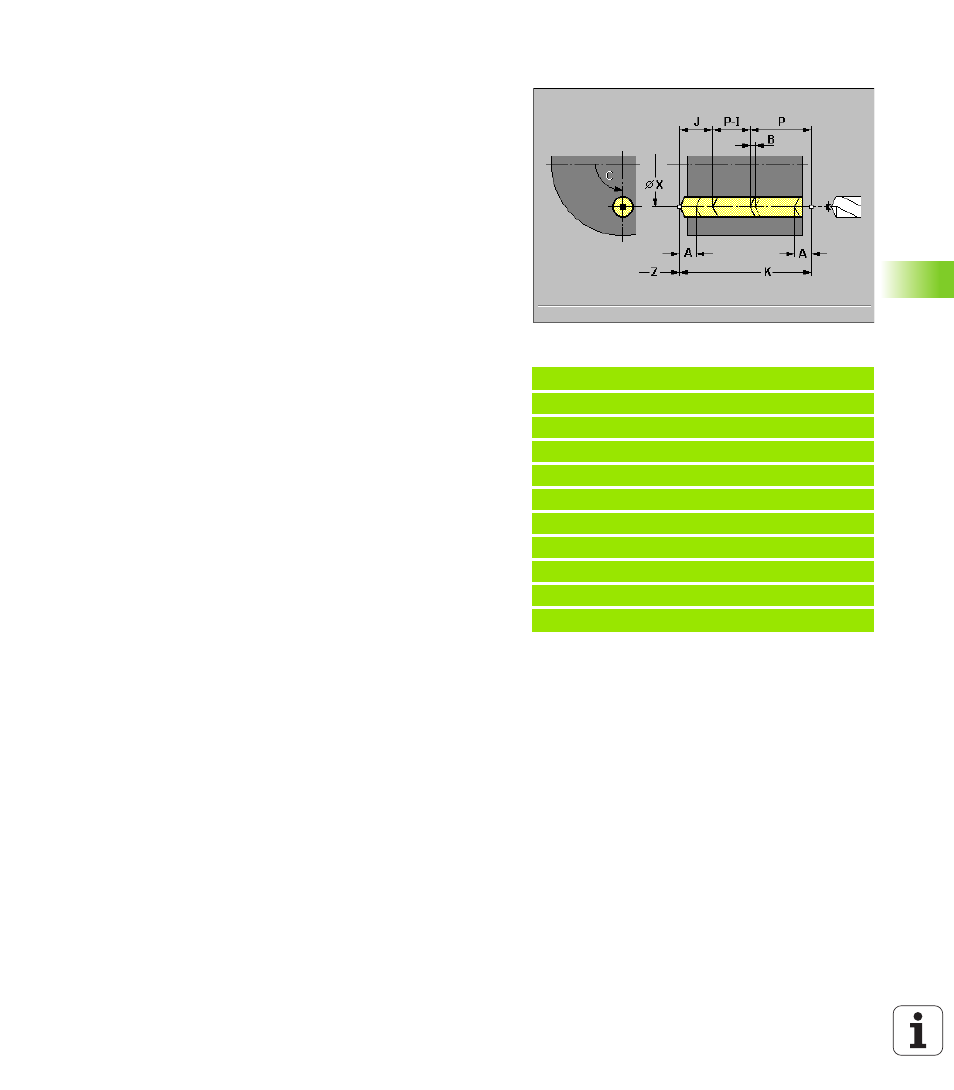
Cycle de perçage profond G74
G74 réalise des trous axiaux au centre avec outils fixes ainsi que des
trous axiaux et radiaux avec outils tournants.
Le trou est exécuté en plusieurs étapes. Après chaque étape, le foret
est rétracté, puis repositionné à la „distance de sécurité“. La
profondeur de perçage est réduite à chaque étape du perçage.
Paramètres
X Point final
du trou axial (cote de diamètre)
Z Point final
du trou radial
R Distance de sécurité
– Aucune introduction: Valeur contenue
dans „Paramètres actuels – Usinage – Distances de sécurité“
P 1ère profondeur de perçage
– Aucune introduction: Le trou est
percé sans interruption
I Valeur de réduction
(par défaut: 0): A partir de la seconde étape
de perçage, la profondeur de perçage est réduite de „I“ sans que
„J“ ne soit dépassé
B Longueur de retrait
(par défaut: Retrait au „point de départ du
trou“)
J Profondeur min. perçage
(par défaut: 1/10 de „P“)
A Longueur de pré-perçage/sortie
(par défaut: 0)
E Temporisation
pour casser les copeaux au fond du trou (par
défaut: 0)
V Variantes perçage avec sortie
– Réduction de l'avance de 50%
lors du pré-perçage ou du perçage avec sortie
0: Sans réduction de l'avance
1: Réduction d'avance pour perçage avec sortie
2: Réduction d'avance pour avance de perçage
3: Réduction d'avance pour amorce de perçage et perçage avec
sortie
K Profondeur de perçage
(trou radial: Cote de rayon)
K indiqué: Le „point initial du trou“ est calculé à partir du „point
final du trou“ et de „K“
K non indiqué: „K“ est calculé à partir du „point final du trou“ et
de la position effective de l'outil
D Retrait
Vitesse de retrait et passe dans le trou – par défaut: 0
0: Avance rapide
1 Avance d'usinage
Exemple: G74
%74.nc
[G74]
N1 M5
N2 T49 G197 S1000 G195 F0.2 M103
N3 M14
N4 G110 C0
N5 G0 X80 Z2
N6 G745 XK0 YK0 Z2 K80 Wi90 Q4 V2
N7 G74 Z-40 R2 P12 I2 B0 J8
N8 M15
FIN