Fraisage de surface sur face frontale g797, 20 usinag e sur la f a ce fr ontale – HEIDENHAIN MANUALplus 4110 Manuel d'utilisation
Page 366
366
6 Programmation DIN
6.20 Usinag
e sur la f
a
ce fr
ontale
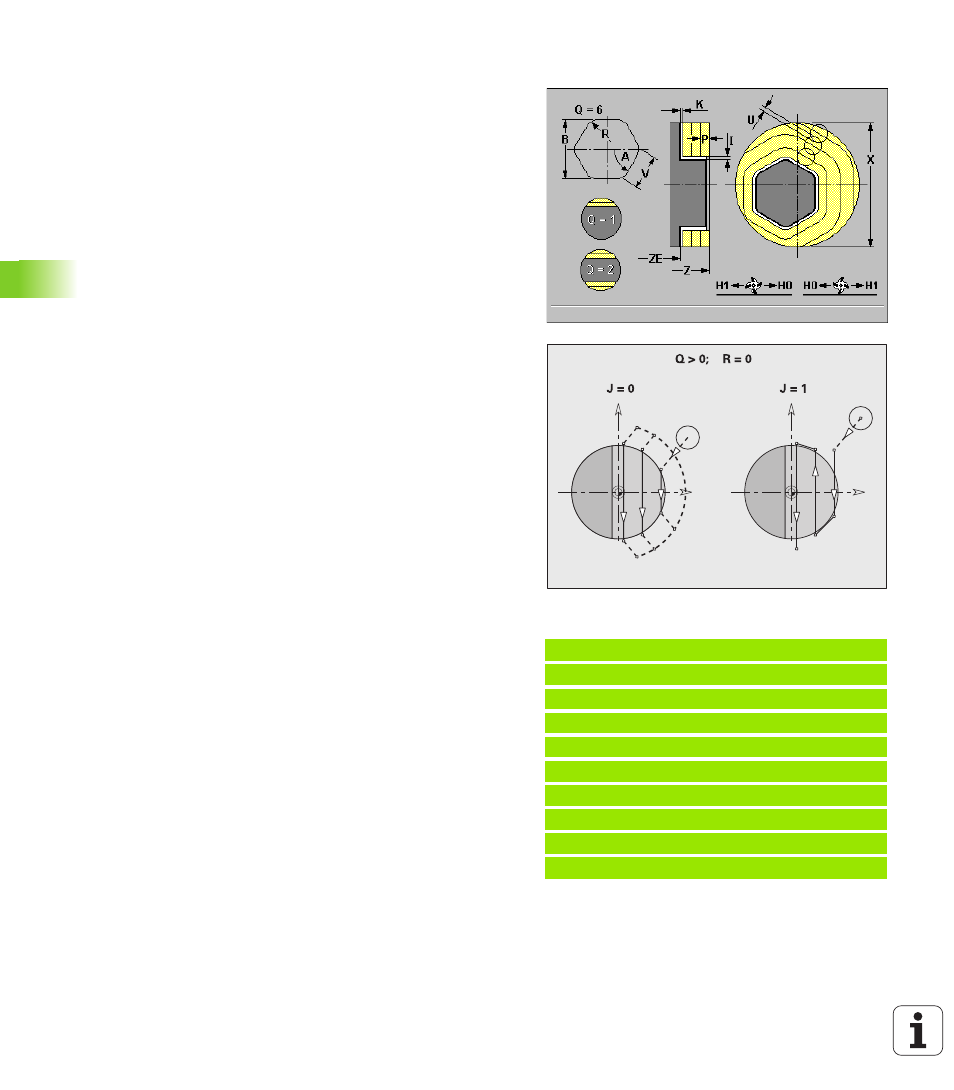
Fraisage de surface sur face frontale G797
En fonction de „Q“, G797 réalise le fraisage de surfaces, à savoir un
polygone ou la figure définie par la commande suivant G797.
Paramètres
X Diamètre de limitation
Z Arête supérieure de la fraise
ZE Fond de fraisage
B Diamètre du cercle inscrit
(pas si Q=0): Définit la matière
résiduelle Avec un nombre pair de surfaces, vous pouvez
programmer „B“ en alternative à „V“.
Q=1: Epaisseur résiduelle
Q>=2: Diamètre du cercle inscrit
V Longueur côté
– pas si Q=0
R Chanfrein/arrondi
– pas si Q=0
R<0: Longueur du chanfrein
R>0: Rayon de l'arrondi
A Angle d'inclinaison
(référence: cf. figure d'aide) – pas si Q=0
Q Nombre de surfaces
(par défaut: 0):
Plage: 0 <= Q <= 127
Q=0: Une définition de figure suit G797
Q=1: Une surface
Q=2: Deux surfaces décalées de 180°
Q=3: Triangle
Q=4: Rectangle, carré
Q>4: Polygone
P Plongée max.
(par défaut: Profondeur totale en une passe)
U Facteur de recouvrement
(par défaut: 0,5): Recouvrement min.
des trajectoires de fraisage = U*diamètre de la fraise
I Surépaisseur
parallèle au contour
K Surépaisseur Z
(dans le sens de la plongée)
F Avance de plongée
pour plongée en profondeur (par défaut:
Avance active)
E Avance réduite
pour éléments circulaires (par défaut: Avance
active)
H Sens de déplacement de la fraise
(par défaut: 0): Agit avec le
sens de rotation de la fraise sur le sens du fraisage (cf. figure
d'aide)
H=0: Usinage en opposition
H=1: Usinage en avalant
Exemple: G797
%797.nc
[G797]
N1 T70 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N5 G797 X100 Z0 ZE-5 B50 R2 A0 Q4 P2 U0.5
N6 G100 Z2
N7 M15
FIN