15 cy cles de filetag e – HEIDENHAIN MANUALplus 4110 Manuel d'utilisation
Page 340
340
6 Programmation DIN
6.15 Cy
cles de filetag
e
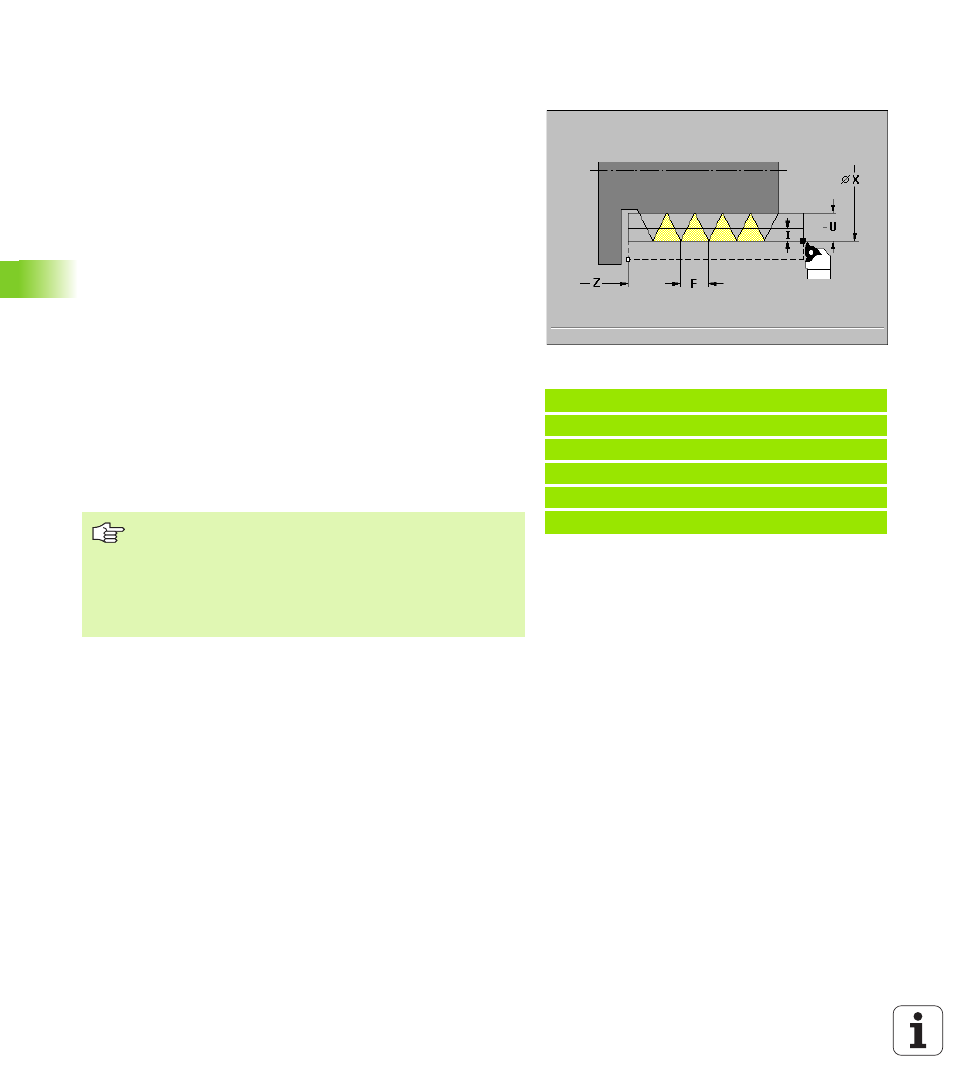
Filet longitudinal simple à trajectoire unique
G350
G350 réalise des filets longitudinaux (internes ou externes). Le filet
débute à la position effective de l'outil et finit au „point final X, Z“.
Paramètres
Z Point final
du filet
F Pas de vis
U Profondeur du filet
U>0: Filet interne
U<=0: Filet externe (longitudinal ou face frontale)
U= +999 ou –999: La profondeur du filet sera calculée
I Plongée max.
– Aucune introduction: I est calculé en fonction du
pas de vis et de la profondeur du filet
Filet interne ou externe: Cf. signe de „U“
Priorité donnée au positionnement avec la manivelle (si votre
machine est équipée pour cela): Les superpositions de la manivelle
sont limitées:
Sens X: Dépend de la profondeur de coupe actuelle; le point initial/
point final du filet en X ne seront pas dépassés
Sens Z: 1 pas de vis max. – Le point initial/point final du filet en X ne
seront pas dépassés
Exemple: G350
%350.nc
[G350]
N1 T45 G97 S1500 G95 F1.5 M3
N2 G0 X16 Z4
N3 G350 Z-29 F1.5 U-999
FIN
„Arrêt cycle“ agit à la fin d'une passe de filetage.
Les potentiomètres d'avance et de broche sont inactifs
pendant l'exécution du cycle.
Vous activez cette fonction à l'aide du commutateur du
pupitre de la machine.
Pré-commande est désactivée