Dégagement din 509 f avec usinage du cylindre g852 – HEIDENHAIN MANUALplus 4110 Manuel d'utilisation
Page 348
348
6 Programmation DIN
6.16 Cy
cles de dég
a
g
e
ments
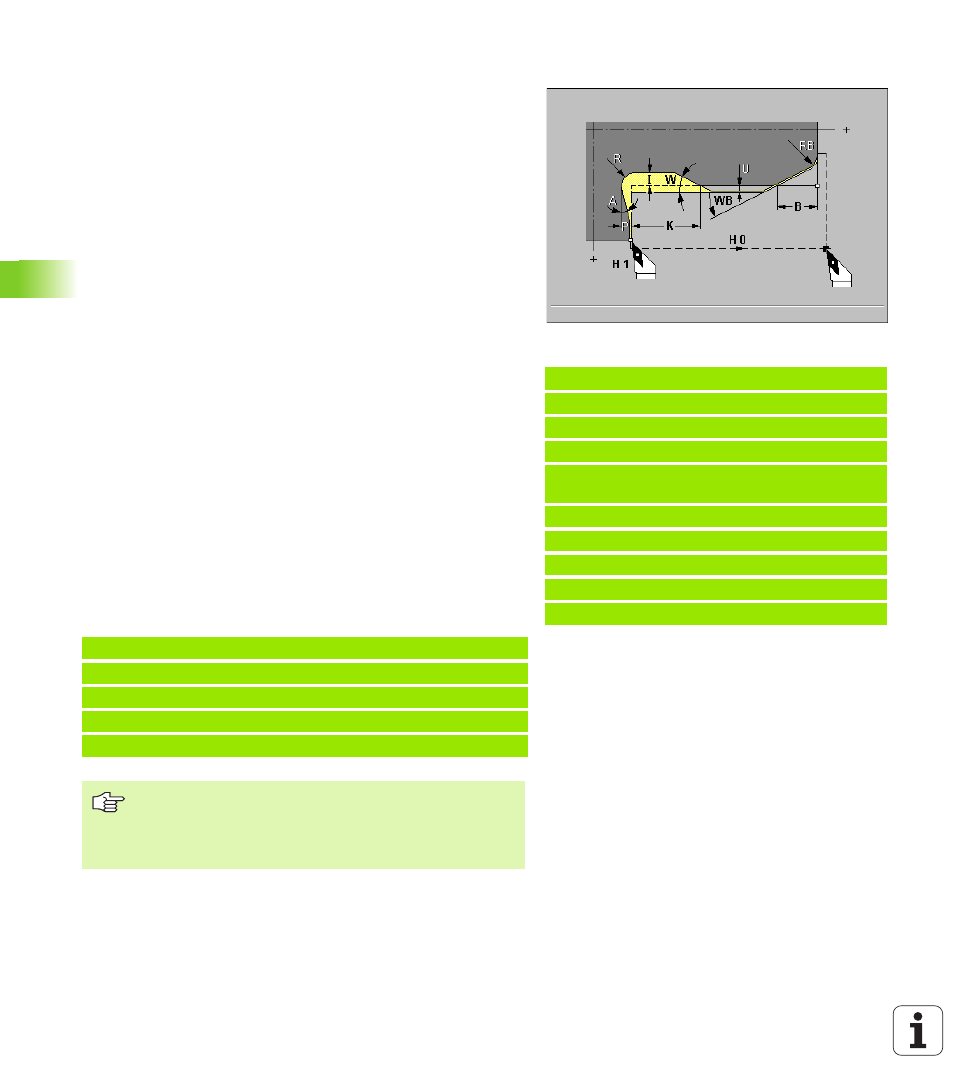
Dégagement DIN 509 F avec usinage du cylindre G852
Si vous programmez l'un des paramètres „B“ ou „RB“, G851 usine le
cylindre „en avant“, le dégagement, la surface transversale suivante
et l'attaque du cylindre.
Paramètres
I Profondeur du dégagement
(par défaut: Tableau standard)
K Longueur du dégagement
(par défaut: Tableau standard)
W Angle du dégagement
(par défaut: Tableau standard)
R Rayon du dégagement
(par défaut: Tableau standard)
P Profondeur transversale
(par défaut: Tableau standard)
A Angle transversal
(par défaut: Tableau standard)
B Longueur d'attaque
– Aucune introduction: L'attaque du cylindre
ne sera pas usinée
RB Rayon d'attaque
– Aucune introduction: Le rayon d'attaque ne
sera pas usiné
WB Angle d'attaque
(par défaut: 45°)
E Avance réduite
(par défaut: Avance active): Pour la plongée et
pour l'attaque du filet
H Mode de sortie
(par défaut: 0):
H=0: L'outil retourne au point initial
H=1: L'outil se trouve à la fin de la surface transversale
U Surépaisseur de finition
pour la zone du cylindre (par défaut: 0)
Remarque:
Les paramètres que vous ne programmez pas sont calculés par la
MANUAL PLUS à l'aide du diamètre prélevé dans le tableau standard
(cf. “DIN 509 E, DIN 509 F – Paramètres pour dégagements” à la
page 527).
Séquences suivant l'appel du cycle
Exemple: G852
%852.nc
[G852]
N1 T21 G95 F0.23 G96 S248 M3
N2 G0 X60 Z2
N3 G852 I3 K15 W30 R2 P0.2 A8 B5 RB2 WB30
E0.2 H1
N4 G0 X50 Z0
N5 G1 Z-30
N6 G1 X60
N7 G80
FIN
N.. G852 I.. K.. W.. /appel du cycle
N.. G0 X.. Z.. /coin pour attaque du cylindre
N.. G1 Z.. /coin du dégagement
N.. G1 X.. /point final surface transversale
N.. G80 /fin de la définition de contour
Le dégagement n'est exécuté que sur des angles de
contour orthogonaux, paraxiaux et sur l'axe longitudinal.
Correction du rayon de la dent: sera exécutée.
Surépaisseurs: Ne seront pas appliquées