8 cy cles de fr aisag e – HEIDENHAIN MANUALplus 4110 Manuel d'utilisation
Page 221
MANUALplus 4110 HEIDENHAIN
221
4.8 Cy
cles de fr
aisag
e
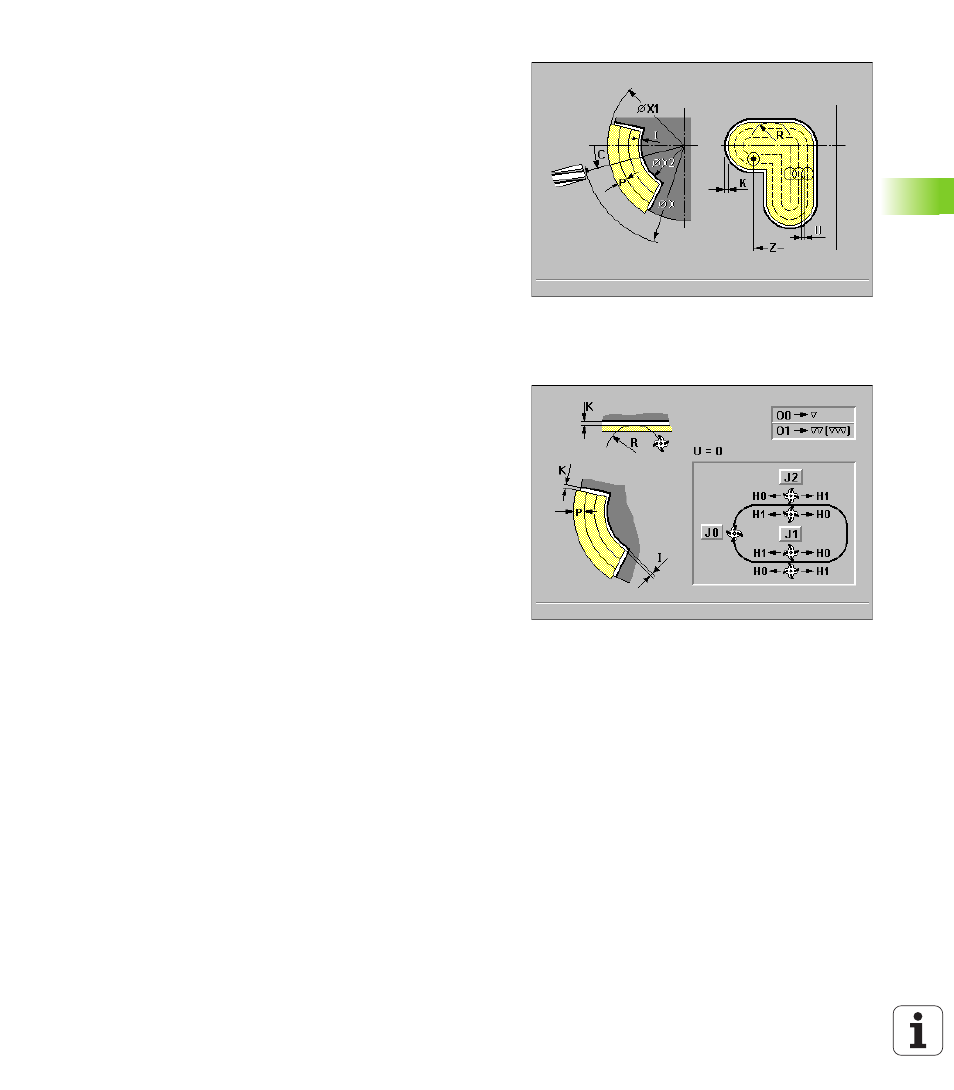
Paramètres du cycle (première fenêtre d'introduction)
X, Z Point de départ
C Angle de broche
(position axe C) – par défaut: Angle broche actuel
X1 Arête supérieure de la fraise
– par défaut: Point de départ X
X2 Fond de fraisage
P Profondeur de passe
– par défaut: Profondeur totale en une passe
U Facteur de recouvrement
Aucune introduction: Fraisage de contour
U>0: Fraisage de poches – Recouvrement (min.) des trajectoires
de fraisage = U*diamètre de la fraise
I Surépaisseur dans le sens de la plongée
K Surépaisseur parallèle au contour
T Numéro d'outil
S Vitesse de rotation/vitesse de coupe
F Avance par tour
Paramètres du cycle (deuxième fenêtre d'introduction)
N Numéro de contour ICP
FZ Avance de plongée
– par défaut: Avance active
E Avance réduite
pour éléments circul. – par défaut: Avance active
H Sens de déroulement du fraisage
– par défaut: 0
H=0: Usinage en opposition
H=1: Usinage en avalant
J Fraisage de contour
(par défaut: 0) dépendant de „U“:
Fraisage de poches et J=0: sur le contour
Fraisage de poches et J=1: interne
Fraisage de poches et J=2: externe
Fraisage de contour et J=0: de l'intérieur vers l'extérieur
Fraisage de contour et J=1: de l'extérieur vers l'intérieur
O Ebauche/finition
: Déroulement du fraisage (seulement pour le
fraisage de poches) – par défaut: 0
O=0: Ebauche
O=1: Finition
R Rayon d'approche
: Rayon de l'arc de cercle en entrée/sortie –
par défaut: 0
R=0: L'élément de contour est abordé directement; plongée au
point d'approche, au-dessus du plan de fraisage, puis plongée
verticale en profondeur
R>0: La fraise se déplace sur un arc de cercle d'approche/de
sortie qui tangente l'élément de contour.
R<0 aux angles internes: La fraise se déplace sur un arc de cercle
d'approche/de sortie qui tangente l'élément de contour.
R<0 au angles externes: Longueur de l'élément linéaire
d'approche/de sortie; approche/sortie par tangentement