4 cy cles multipasses – HEIDENHAIN MANUALplus 4110 Manuel d'utilisation
Page 117
MANUALplus 4110 HEIDENHAIN
117
4.4 Cy
cles Multipasses
Multipasses ICP parallèles au contour,
longitudinales/transversales
Sélectionner „Multipasses longitudinales/
transversales“
Sélectionner „ICP parallèle au contour, longitudinal“
(figures de droite)
Sélectionner „ICP parallèle au contour, transversal“
(figures à la page suivante)
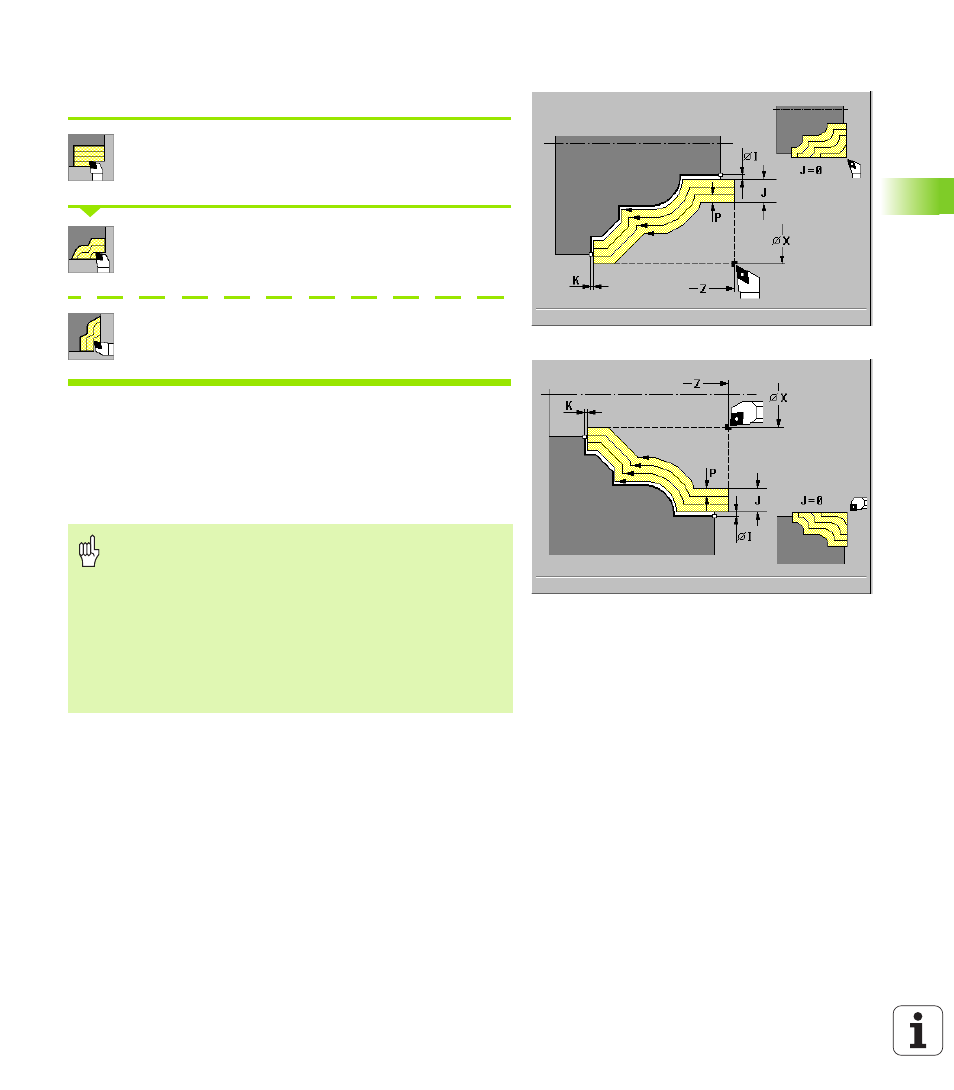
Le cycle réalise l'ébauche parallèle au contour en fonction du
paramètre „J“:
J=0: ébauche de la zone définie par „X, Z“ et le contour ICP en
tenant compte des surépaisseurs.
J>0: ébauche de la zone définie par le contour ICP (plus les
surépaisseurs) et la „surépaisseur pièce brute J“.
Paramètres du cycle
X, Z Point de départ
P Profondeur de passe
– La profondeur de passe dépend de „J“
J=0: P correspond à la profondeur de passe max. Le cycle réduit
la profondeur de passe si la passe programmée n'est pas possible
dans le sens transversal ou longitudinal en raison de la géométrie
de l'arête de coupe.
J>0: P correspond à la profondeur de passe. Cette passe est
utilisée dans le sens longitudinal et transversal.
I, K Surépaisseur X, Z
N Numéro de contour ICP
Attention Risque de collision !
Si l'angle de réglage et de pointe de l'outil ne sont pas
définis, celui-ci plonge selon l'angle de plongée. S'ils sont
définis, l'outil plonge selon l'angle de plongée max.
possible. Le reste de matière demeure.
Avec la surépaisseur pièce brute J>0: Utilisez comme
„profondeur de passe P“ la passe la plus faible si, en
raison de la géométrie de l'arête de coupe sélectionnée,
la passe max. est différente dans le sens longitudinal et
le sens transversal.