4 désignation des axes et système de coordonnées, Désignation des axes, Système de coordonnées – HEIDENHAIN MANUALplus 4110 Manuel d'utilisation
Page 25
MANUALplus 4110 HEIDENHAIN
25
1
.4 Désignation des ax
es et système de coor
données
1.4
Désignation des axes et
système de coordonnées
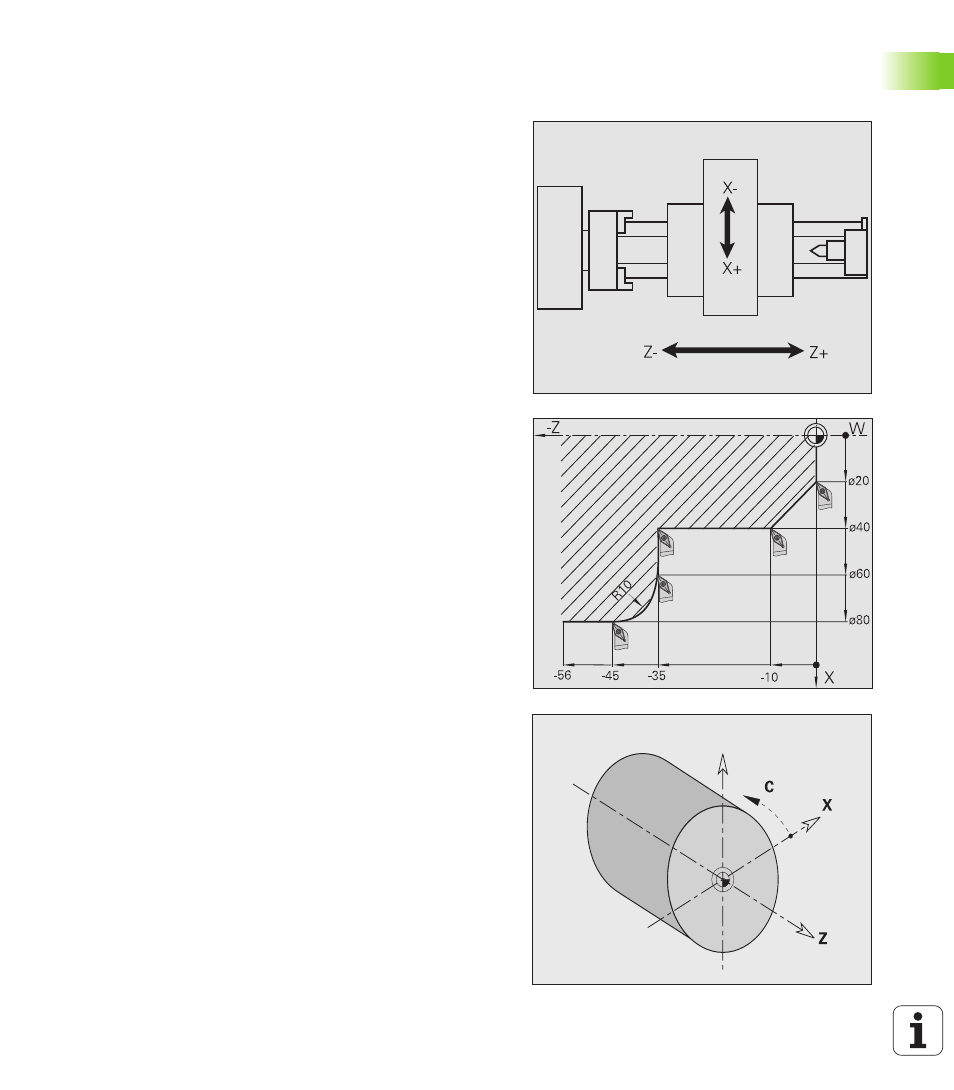
Désignation des axes
Le chariot transversal est appelé axe X et le chariot longitudinal ax Z
(fig. en haut et à droite).
Toutes les valeurs en X affichées et introduites sont considérées
comme valeurs de diamètre.
Pour les déplacements, on a:
les déplacements dans le sens + s'éloignent de la pièce
Les déplacements dans le sens – se dirigent vers la pièce.
Système de coordonnées
Les désignations X et Z sont utilisées pour définir les positions dans
un système de coordonnées à deux dimensions. Sur la figure, la
position de la pointe de l'outil est définie clairement par une position
en X et Z.
La MANUALplus détecte les déplacements linéaires ou circulaires
(interpolations) entre des points programmés. Par l'indication de
coordonnées successives et d'un déplacement linéaire/circulaire,
vous pouvez programmer l'usinage d'une pièce.
Comme pour les déplacements, le contour d'une pièce doit être aussi
défini intégralement avec ses différentes coordonnées et l'indication
de déplacements linéaires ou circulaires.
Les indications de coordonnées des axes X et Z se réfèrent au point
zéro pièce (fig. de droite, au centre).
Les valeurs angulaires de l'axe C se réfèrent au „point zéro de l'axe
C“ (fig. en bas et à droite).
Vous pouvez donner des positions avec une précision de 1 µm
(0,001 mm). Celles-ci sont affichées avec la même précision