Point initial du contour/avance rapide g110, 21 usinag e sur le pour tour – HEIDENHAIN MANUALplus 4110 Manuel d'utilisation
Page 372
372
6 Programmation DIN
6.21 Usinag
e sur le pour
tour
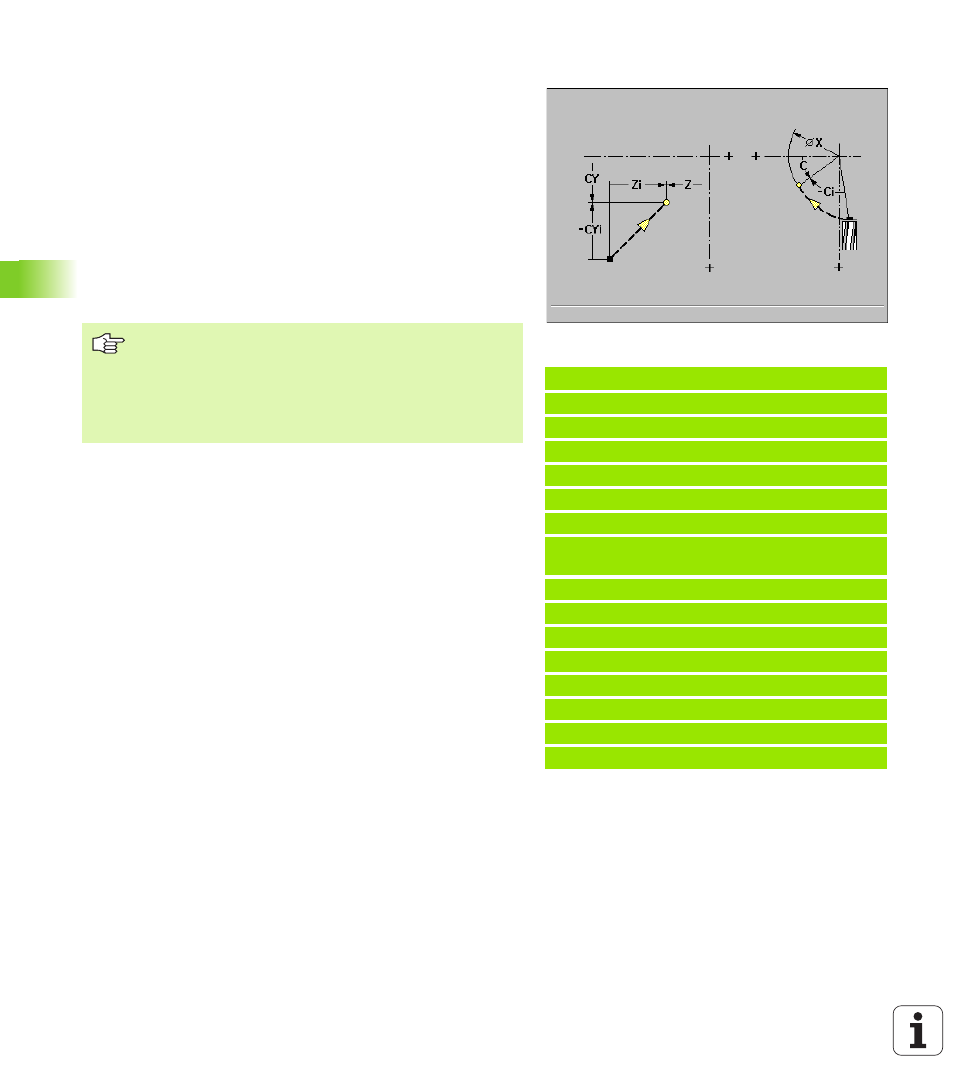
Point initial du contour/avance rapide G110
Commande de géométrie: G110 définit le point initial d'un contour
sur le pourtour.
Commande d'usinage: L'outil se déplace en rapide sur la trajectoire
la plus courte jusqu'au „point final“.
Paramètres
Z Point final
C Angle final
CY Point final
comme cote de segment (référence: diamètre de
référence G120)
X Point final
(cote de diamètre) – (par défaut: Position effective
en X)
Exemple: G110
%110.nc
[G110, G111, G113, G794]
N1 T71 G197 S1200 G195 F0.2 M104
N2 M14
N3 G120 X100
N4 G110 C0
N5 G0 X110 Z5
N6 G794 X100 XE97 P2 U0.5 R0 K0.5 F0.15 H0
Q0
N7 G110 Z-20 CY0
N8 G111 Z-40
N9 G113 CY39.2699 K-40 J19.635
N10 G111 Z-20
N11 G113 CY0 K-20 J19.635 B0
N12 G80
N13 M15
FIN
Définissez le „point initial du contour“ ou le point final
soit avec „C“, soit avec „CY“.
G110 est conseillé pour le positionnement de l'axe C
sur un angle donné (programmation: N.. G110 C...).
Autorisé seulement avec G110 comme commande
d'usinage: Paramètre X