Filet conique api g352, 15 cy cles de filetag e – HEIDENHAIN MANUALplus 4110 Manuel d'utilisation
Page 342
342
6 Programmation DIN
6.15 Cy
cles de filetag
e
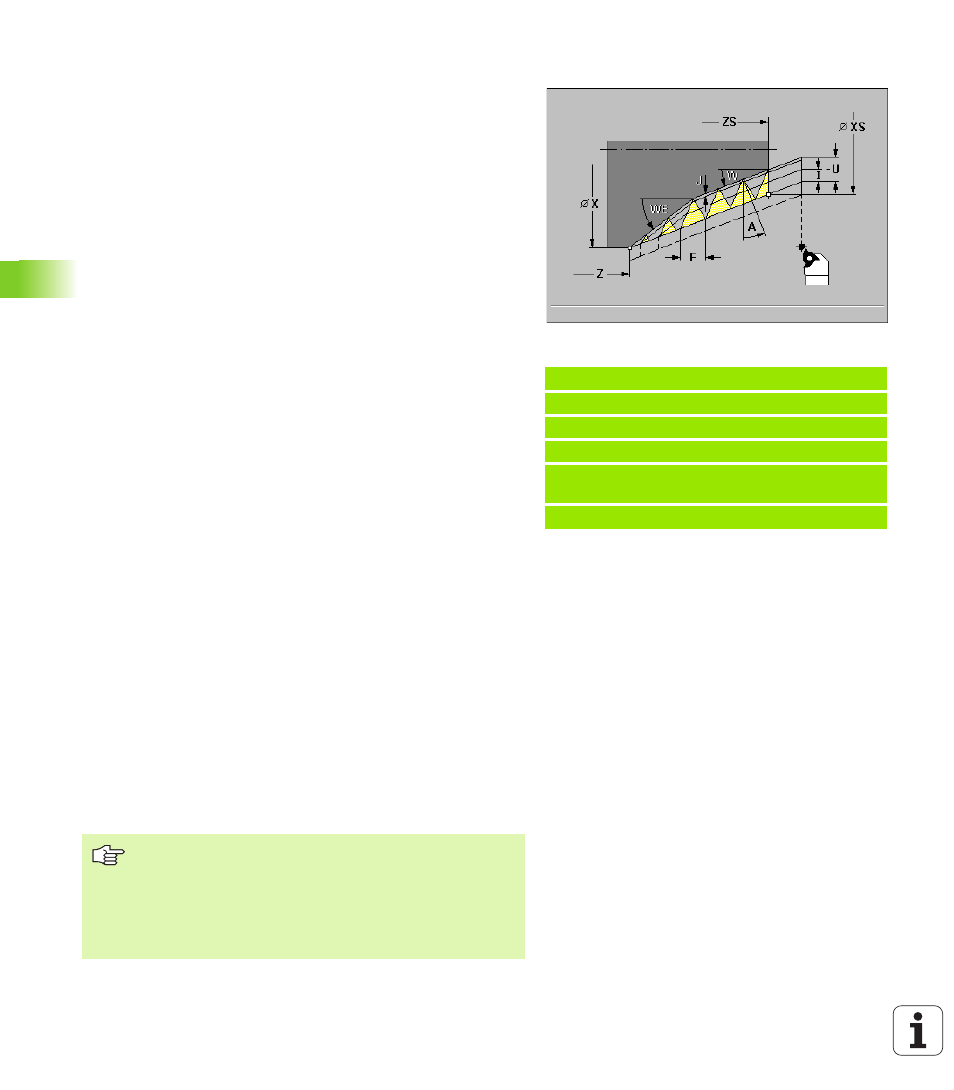
Filet conique API G352
G352 réalise un filet API à un pas ou à pas multiples. La profondeur de
filetage diminue en sortie du filet.
Paramètres
X Point final
du filet (cote de diamètre)
Z Point final
du filet
XS Point initial
du filet (cote de diamètre)
ZS Point initial
du filet
F Pas de vis
U Profondeur du filet
U>0: Filet interne
U<=0: Filet externe (longitudinal ou face frontale)
U= +999 ou –999: La profondeur du filet sera calculée
I Plongée max.
– par défaut: I est calculé en fonction du pas de vis
et de la profondeur du filet
A Angle d'approche
(par défaut: 30°):
Plage: –60° < A < 60°
A>0: Passe flanc droit
A<0: Passe flanc gauche
D Nombre de rotations
(par défaut: 1)
W Angle conique:
(par défaut: 0°): Plage: –45° < W < 45°
WE Angle de sortie
(par défaut: 12°):
Plage: 0° < WE < 90°
J Profondeur de coupe restante
(par défaut: 1/100 mm)
Filet interne ou externe: Cf. signe de „U“
Répartition des passes: La première passe est réalisée avec „I“; à
chaque passe suivante, la profondeur de coupe est réduite jusqu'à „J“
soit atteinte.
Priorité donnée au positionnement avec la manivelle (si votre
machine est équipée pour cela): Les superpositions de la manivelle
sont limitées:
Sens X: Dépend de la profondeur de coupe actuelle; le point initial/
point final du filet en X ne seront pas dépassés
Sens Z: 1 pas de vis max. – Le point initial/point final du filet en X ne
seront pas dépassés
Définitiion de l'angle de cône: XS/ZS, X/Z ou XS/ZS, Z, W ou
ZS, X/Z, W
Exemple: G352
%352.nc
[G352]
N1 T45 G97 S1500 M3
N2 G0 X13 Z4
N3 G352 X16 Z-28 XS13 ZS0 F1.5 U-999
WE12
FIN
„Arrêt cycle“ agit à la fin d'une passe de filetage.
Les potentiomètres d'avance et de broche sont inactifs
pendant l'exécution du cycle.
Vous activez cette fonction à l'aide du commutateur du
pupitre de la machine.
Pré-commande est désactivée