15 cycles de filetage, Cycle de filetage universel g31 – HEIDENHAIN MANUALplus 4110 Manuel d'utilisation
Page 335
MANUALplus 4110 HEIDENHAIN
335
6.15 Cy
cles de filetag
e
6.15 Cycles de filetage
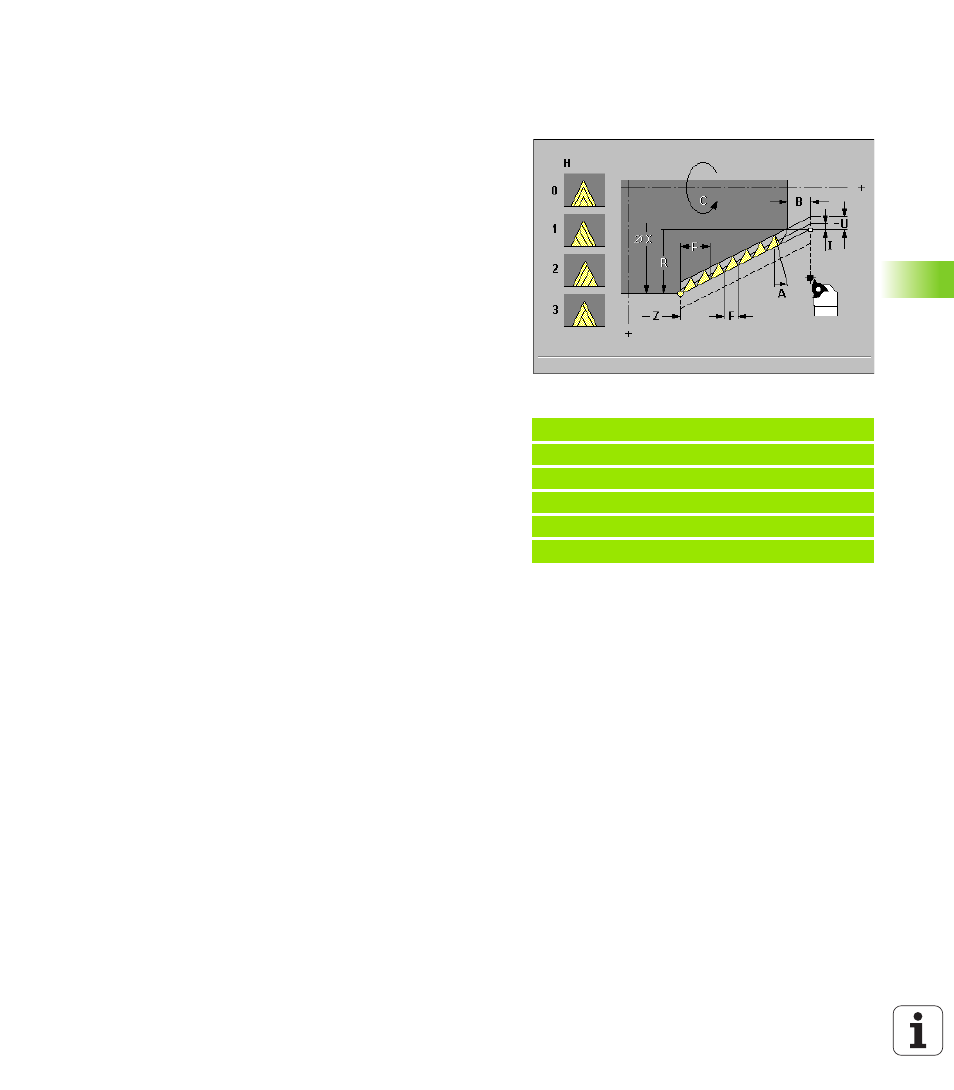
Cycle de filetage universel G31
G31 réalise des filets, quel que soit leur sens et leur position (filets
longitudinaux, coniques ou transversaux; filets internes ou externes).
Plusieurs filets peuvent être enchaînés.
Paramètres
X Point final
du filet (cote de diamètre)
Z Point final
du filet
F Pas de vis
U Profondeur du filet
U>0: Filet interne
U<=0: Filet externe (longitudinal ou face frontale)
U= +999 ou –999: La profondeur du filet sera calculée
I Passe max.
R Différence rayons
(par défaut: 0): Différence entre le diamètre en
début de filet (XA) et en fin de filet (X). R est négatif dans le cas d'un
contour en poussant.
R=(X–XA)/2
B Longueur d'approche:
Course pour accélérer jusqu’à l'avance
programmée
Aucune introduction: Calcul interne (cf. “Approche du filet/sortie du
filet” à la page 163)
P Longueur de dépassement:
Course pour freiner le chariot
Aucune introduction: Calcul interne (cf. “Approche du filet/sortie du
filet” à la page 163)
A Angle de plongée
: Plage: 0° < A < 60°
Aucune introduction: A=arctan (0,5*F/U)
V Mode de plongée
(par défaut: 0)
V=0: Section de coupe constante
V=1: Passe constante
V=2: Avec répartition de passes restante
V=3: Sans répartition de passes restante
H Type de décalage
(par défaut: 0)
H=0: Sans décalage
H=1: Décalage de la gauche vers le fond du filet
H=2: Décalage de la droite vers le fond du filet
H=3: Décalage alternativement droite/gauche (en zigzag)
Q Nombre de rotations à vide
à l'issue de la dernière coupe (par
défaut: 0)
C Angle initial
: Position de la broche principale au départ du filet
(par défaut : 0°)
G31 sans définition de contour: „X, Z“ est programmé – Le filet
débute à la position effective de l'outil et finit au „point final X, Z“.
Exemple: G31
%31.nc
[G31]
N1 T45 G97 S800 M3
N2 G0 X20 Z5
N3 G31 Z-50 F1.5 I0.2
FIN