Tournage de gorges icp radiales/axiales, 5 cy cles „de coupe – HEIDENHAIN MANUALplus 4110 Manuel d'utilisation
Page 152
152
4 Programmation des cycles
4.5 Cy
cles „de coupe
“
Tournage de gorges ICP radiales/axiales
Sélectionner les „cycles de coupe“
Sélectionner le „tournage de gorges“
Sélectionner le „tournage de gorge radiale ICP“
(figures de droite)
Sélectionner le „tournage de gorge axiale ICP“
(figures à la page suivante)
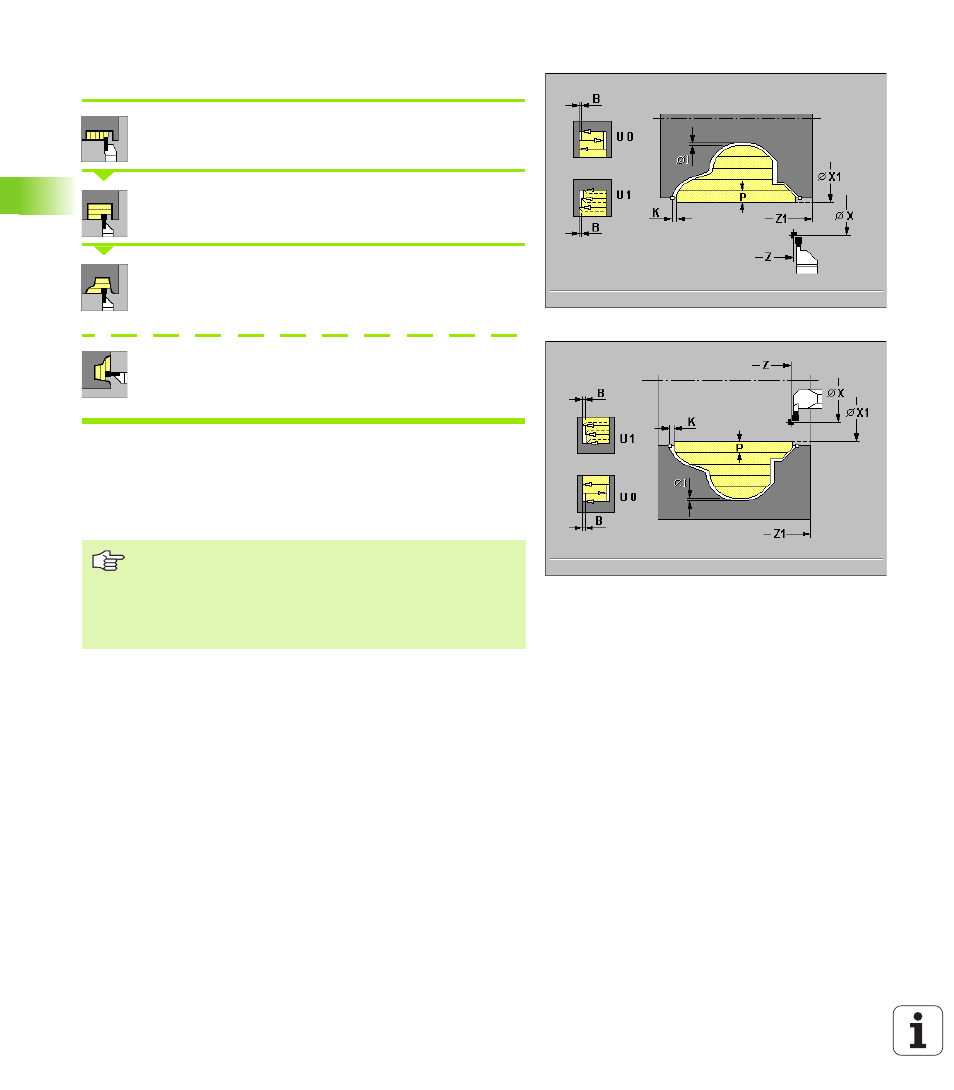
En tenant compte des surépaisseurs, le cycle usine dans le cas de:
contours en poussant: La zone définie par „X, Z“ et le contour ICP
contours en tirant: La zone définie par „X1, Z1“ et le contour ICP
Cf. également “Tournage de gorges” à la page 143.
Paramètres du cycle
X, Z Point de départ
X1, Z1 Point de départ de la pièce brute
P Profondeur de passe:
Plongée max.
0 Avance de plongée
– par défaut: Avance active
B Largeur de décalage
– par défaut: 0
U Tournage unidirectionnel
– par défaut: 0
U=0: Bidirectionnel
U=1: Unidirectionnel (direction: Cf. figure d'aide)
I, K Surépaisseur X, Z
N Numéro de contour ICP
T Numéro d'outil
S Vitesse de rotation/vitesse de coupe
F Avance par tour
Définissez dans le cas de
contours en poussant: Seulement le „point de départ
X, Z“ – et pas le „point de départ du contour X1, Z1“
contours en tirant: Le „point de départ X, Z“ et le
„point de départ du contour X1, Z1“