Cycle simple de gorges g86, 13 cy cles d'usinag e de g o rg es – HEIDENHAIN MANUALplus 4110 Manuel d'utilisation
Page 330
330
6 Programmation DIN
6.13 Cy
cles d'usinag
e de g
o
rg
es
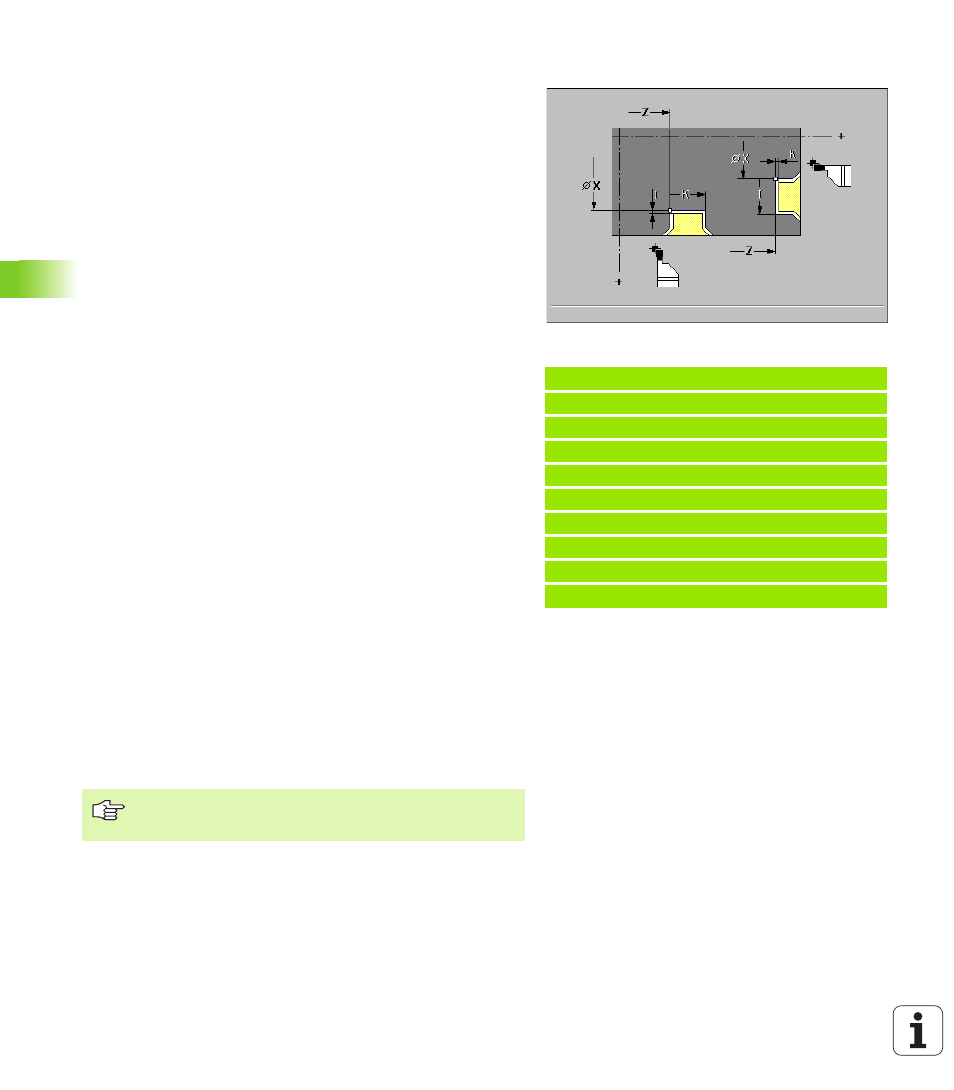
Cycle simple de gorges G86
G86 permet de créer des gorges simples internes ou externes,
radiales ou axiales avec chanfreins. Le type de gorge (radiale/axiale;
interne/externe) est déterminé à l'aide de l'„orientation d'outil“ (cf.
“Outils de tournage” à la page 419).
Paramètres
X Angle de fond X
(cote de diamètre)
Z Angle de fond Z
I Surépaisseur
Gorge radiale: Surépaisseur lors de l'ébauche
Gorge axiale: Largeur de gorge – aucune introduction: La
commande n'effectue qu'une seule passe (largeur de la gorge =
largeur de l'outil).
K Largeur
Gorge radiale: Largeur de gorge – aucune introduction: La
commande n'effectue qu'une seule passe (largeur de la gorge =
largeur de l'outil).
Gorge axiale: Surépaisseur lors de l'ébauche
E Temporisation
lors de la finition (par défaut: Durée sur un tour)
Remarques relatives à l'exécution du cycle:
Si une surépaisseur a été programmée, la commande réalise tout
d'abord une ébauche, puis une finition de la gorge.
Si vous ne voulez pas de chanfreins, positionnez l'outil
suffisamment en avant de la gorge. Calcul pour gorge radiale:
XS = XK + 2 * (1,3 – b)
XS: Position initiale (cote de diamètre)
XK: Diamètre du contour
b: Largeur du chanfrein
Le calcul concernant la gorge axiale s'effectue de la même manière.
A l'issue de l'exécution du cycle, l'outil se trouve:
Avec gorge radiale
X: Position initiale
Z: Dernière position d'usinage
Avec gorge axiale
X: Dernière position d'usinage
Z: Position initiale
Exemple: G86
%86.nc
[G86]
N1 T30 G95 F0.15 G96 S200 M3
N2 G0 X62 Z2
N3 G86 X54 Z-30 I0.2 K7 E2 [radial]
N4 G14 Q0
N5 T38 G95 F0.15 G96 S200 M3
N6 G0 X120 Z1
N7 G86 X102 Z-4 I7 K0.2 E1 [axial]
FIN
Correction du rayon de la dent: Ne sera pas réalisée.
Surépaisseurs: Ne seront pas appliquées