21 usinag e sur le pour tour – HEIDENHAIN MANUALplus 4110 Manuel d'utilisation
Page 377
MANUALplus 4110 HEIDENHAIN
377
6.21 Usinag
e sur le pour
tour
Cycle de fraisage de contours et de figures sur le
pourtour G794
G794 réalise le fraisage de figures ou de „contours libres“ (ouverts ou
fermés) sur le pourtour. G794 est suivi:
de la figure à fraiser avec:
Cercle (G314), rectangle (G315) ou polygone (G317)
Fin de la définition de contour (G80)
du contour libre avec:
Point initial (G110)
Définition de contour (G111, G112, G113)
Fin de la définition de contour (G80)
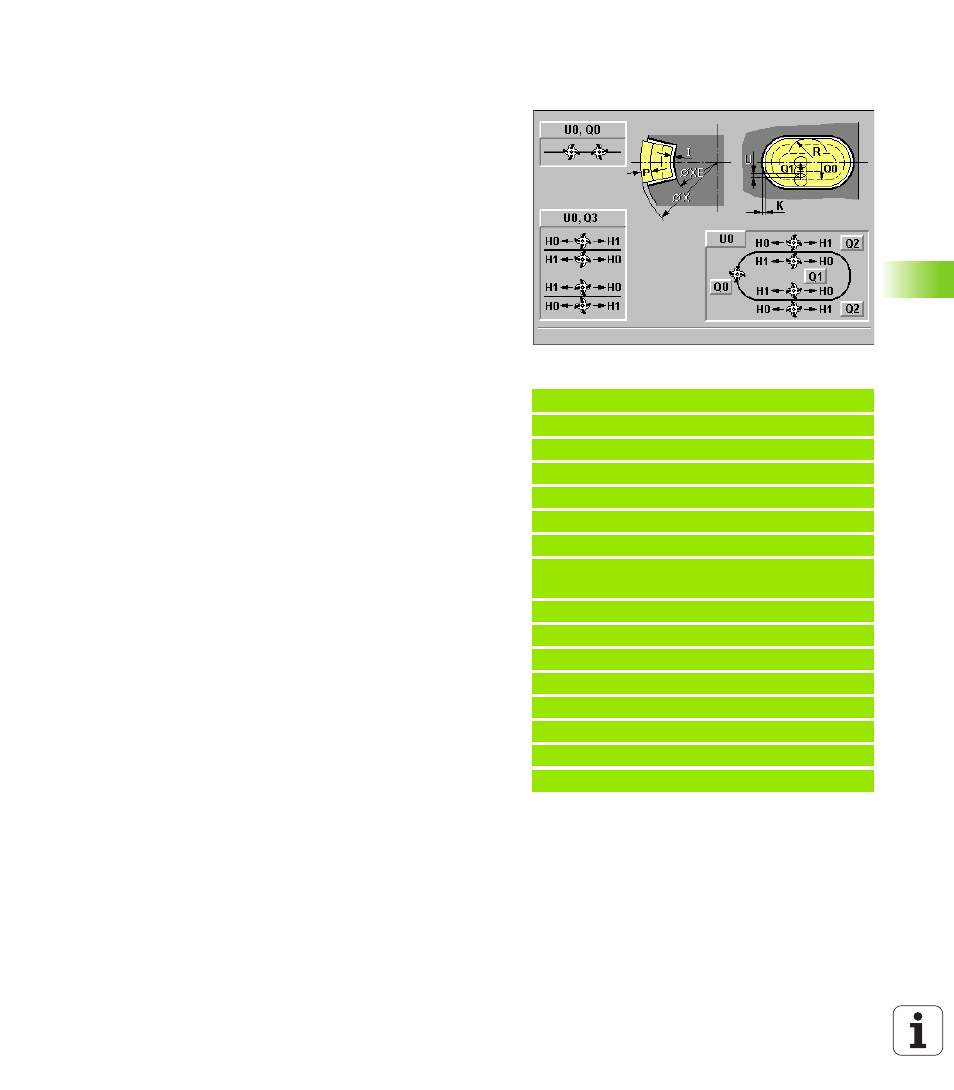
Paramètres
X Arête supérieure de la fraise
XE Fond de fraisage
P Plongée max.
(par défaut: Profondeur totale en une passe)
U Facteur de recouvrement:
Fraisage de contour ou fraisage de
poches (par défaut: 0)
U=0: Fraisage du contour
U>0: Fraisage de poches – Recouvrement min. des trajectoires de
fraisage = U*diamètre de la fraise
R Rayon d'approche
(rayon de l'arc de cercle d'approche/de sortie)
– (par défaut: 0)
R=0: L'élément de contour est abordé directement; plongée au
point d'approche, au-dessus du plan de fraisage, puis plongée
verticale en profondeur
R>0: La fraise se déplace sur un arc de cercle d'approche/de
sortie qui se raccorde par tangentement à l'élément de contour.
R<0 aux angles internes: La fraise se déplace sur un arc de cercle
d'approche/de sortie qui se raccorde par tangentement à
l'élément de contour.
R<0 au angles externes: Longueur de l'élément linéaire
d'approche/de sortie; l'élément de contour est abordé/quitté par
tangentement
K Surépaisseur
parallèle au contour
I Surépaisseur X
(dans le sens de la plongée)
F Avance de plongée
pour plongée en profondeur (par défaut:
Avance active)
E Avance réduite
pour éléments circulaires (par défaut: Avance
active)
H Sens de déplacement de la fraise
(par défaut: 0): Agit avec le
sens de rotation de la fraise sur le sens du fraisage (cf. figure
d'aide)
H=0: Usinage en opposition
H=1: Usinage en avalant
Exemple: G794
%110.nc
[G110, G111, G113, G794]
N1 T71 G197 S1200 G195 F0.2 M104
N2 M14
N3 G120 X100
N4 G110 C0
N5 G0 X110 Z5
N6 G794 X100 XE97 P2 U0.5 R0 K0.5 F0.15 H0
Q0
N7 G110 Z-20 CY0
N8 G111 Z-40
N9 G113 CY39.2699 K-40 J19.635
N10 G111 Z-20
N11 G113 CY0 K-20 J19.635 B0
N12 G80
N13 M15
FIN