Taraudage axial/radial, 7 cy cles de perçag e – HEIDENHAIN MANUALplus 4110 Manuel d'utilisation
Page 195
MANUALplus 4110 HEIDENHAIN
195
4.7 Cy
cles de perçag
e
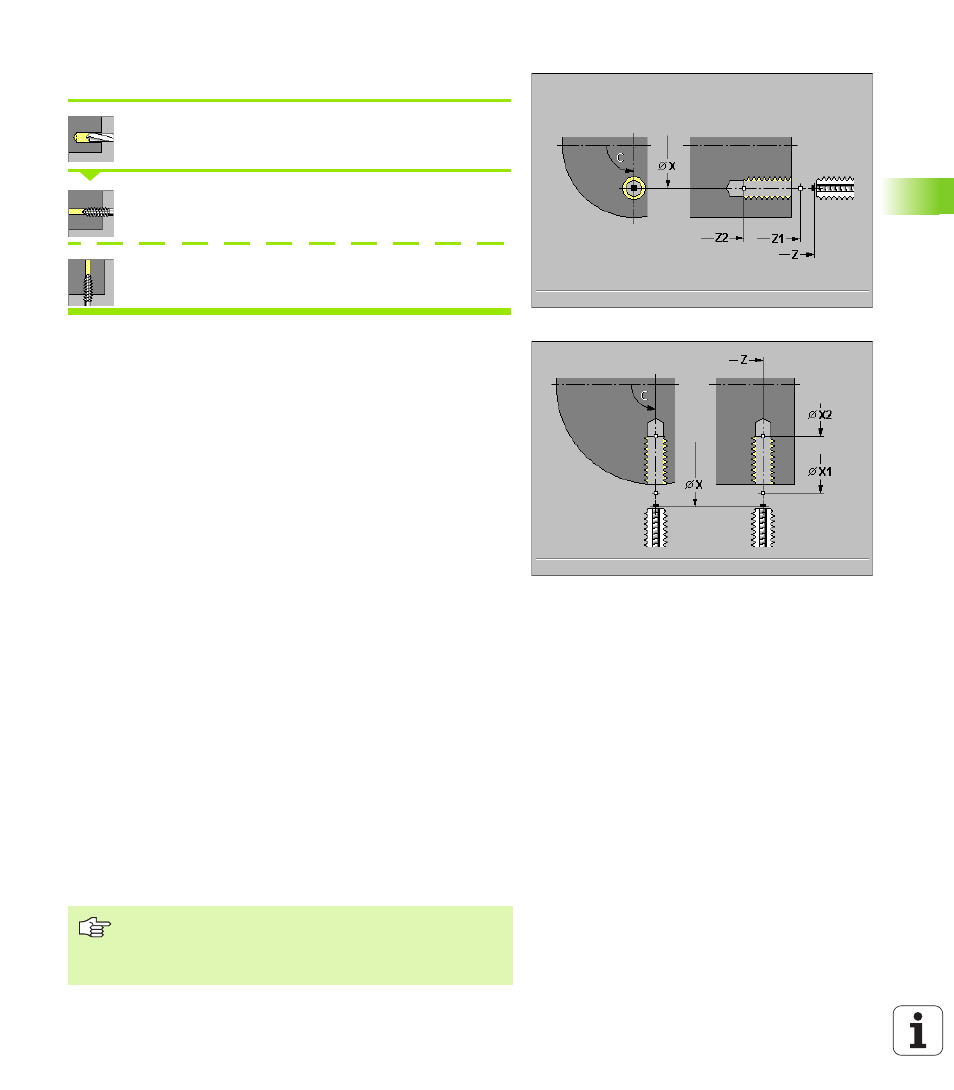
Taraudage axial/radial
Sélectionner „Percer“
Sélectionner le „taraudage axial“
Sélectionner le „taraudage radial“
Le cycle taraude un filet sur la face frontale/le pourtour de la pièce.
Signification de la „longueur d'extraction J“: Utilisez ce paramètre
avec pinces de serrage avec compensation linéaire. Sur la base de la
profondeur du filet, du pas programmé et de la „longueur
d'extraction“, le cycle calcule un nouveau pas nominal. Le pas nominal
est légèrement inférieur au pas du taraud. Lors de la réalisation du
filet, le taraud est extrait du mandrin de serrage de la valeur de la
„longueur d'extraction“. Ce procédé vous permet d'améliorer la durée
d'utilisation des tarauds.
Paramètres du cycle
X, Z Point de départ
C Angle de broche
(position axe C) – par défaut: Angle broche actuel
F1 Pas de vis
(= avance) – par défaut: Avance de la définition d'outil
B Longueur d'amorce
(par défaut 2 * pas de vis F1) pour atteindre la
vitesse de rotation programmée et l'avance
SR Vitesse de rotation de retrait
(par défaut: Identique à celle
du taraudage) pour retrait rapide du taraud
L Longueur d'extraction
(par défaut: 0) en cas d'utilisation de
pinces de serrage avec compensation linéaire
T Numéro d'outil
S Vitesse de rotation/vitesse de coupe
Perçage axial:
Z1 Point de départ de trou
– par défaut: Perçage à partir de „Z“
Z2 Point final du trou
Perçage radial:
X1 Point de départ de trou
– par défaut: Perçage à partir de „X“
X2 Point final du trou
Avec le paramètre d'outil „outil tournant“, la MANUALplus
détermine si la vitesse de rotation programmée et l'avance
doivent s'appliquer à la broche principale ou à l'outil
tournant.