3 cy cles monopasses – HEIDENHAIN MANUALplus 4110 Manuel d'utilisation
Page 93
MANUALplus 4110 HEIDENHAIN
93
4.3 Cy
cles monopasses
Usinage linéaire en angle (en interpolation
d'axes)
Sélectionner les „monopasses“
Sélectionner le „contour linéaire en angle“
Softkey avec marche AR (=avec retrait):
Inact.: L'outil s'immobilise en fin de cycle
Act.: L'outil retourne au point initial
Usinage linéaire en angle (interpolation d'axes)
La MANUALplus calcule la position-cible et se déplace linéairement,
selon l'avance d'usinage, du point initial jusqu'à la „position-cible“.
L'outil s'immobilise en fin de cycle.
Contour linéaire en angle („avec marche AR“ =avec retrait)
La MANUALplus calcule la position-cible. Puis l'outil aborde la pièce,
usine la passe linéaire et retourne en fin de cycle au point initial (fig. de
droite). La correction du rayon de la dent est prise en compte.
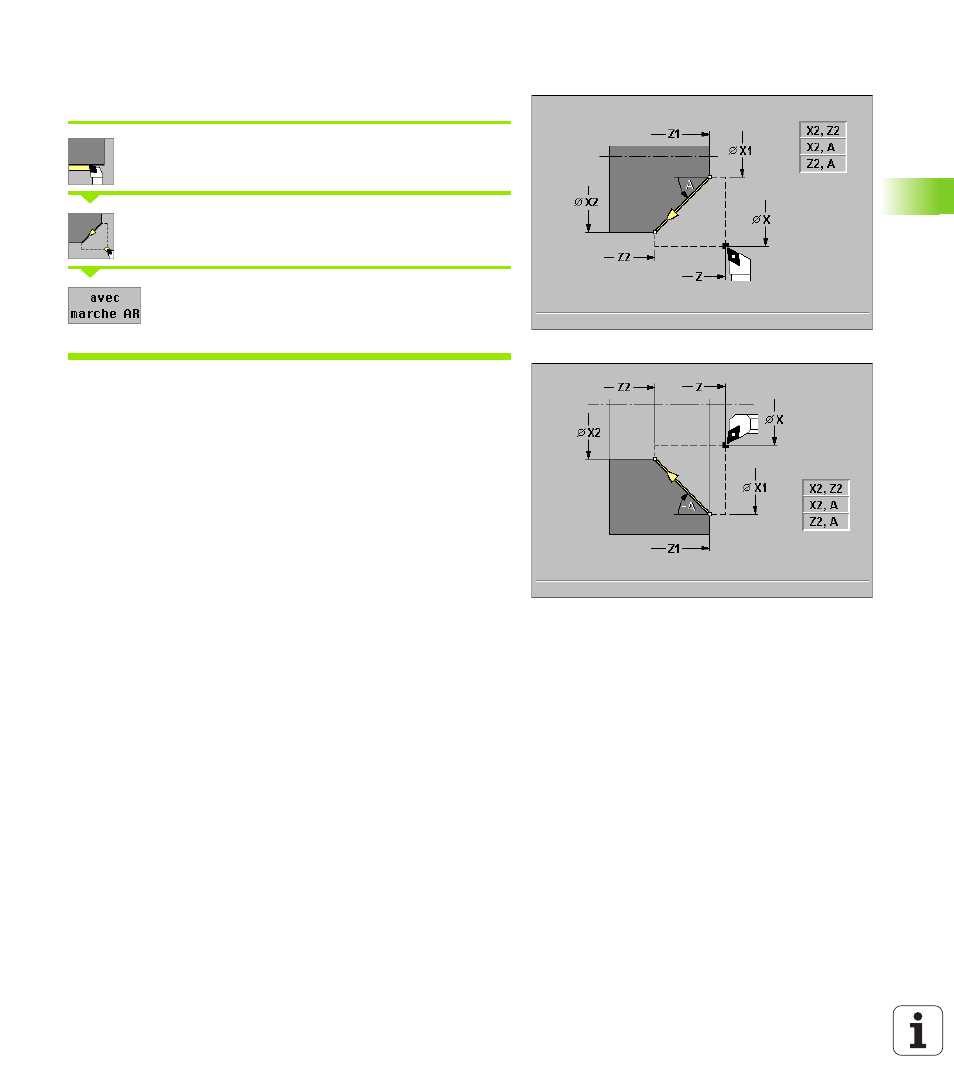
Paramètres du cycle
X, Z Point de départ
X1, Z1 Point initial du contour
(„avec marche AR“ =avec retrait)
X2, Z2 Point final du contour
A Angle initial
– Plage: –180° < A < 180°
T Numéro d'outil
S Vitesse de rotation/vitesse de coupe
F Avance par tour
Combinaisons de paramètres pour le point-cible:
X2, Z2
X2, A
Z2, A
Exécution du cycle „avec marche AR“ (=avec retrait)
1
calcul de la position cible
2
déplacement de „X, Z“ jusqu’au „point initial X1, Z1“
3
déplacement l'avance d'usinage jusqu'à la position-cible
4
l'outil est relevé et effectue un déplacement paraxial pour
retourner au point initial