Unit „gorge icp, 3 units – gor g es – HEIDENHAIN SW 54843x-02 DIN Programming Manuel d'utilisation
Page 72
72
Units smart.Turn
2.3 Units – Gor
g
es
Unit „Gorge ICP"
L'Unit usine le contour axial/radial défini au moyen d'ICP de „NS à
NE“. L'usinage est exécuté en alternant les plongées et les
mouvements d'ébauche.
L'Unit usine le contour axial/radial défini dans la section PIECE FINIE
de „NS à NE“. Si un contour auxiliaire est indiqué dans FK, celui-ci sera
utilisé.
Nom de l'unit : G869_ICP / cycle : G869 (voir à la page 279)
En fonction de la définition de l'outil, la Commande reconnaît s'il s'agit
d'une gorge radiale ou axiale.
Accès à la banque de données technologiques
Mode d'usinage : tournage de gorge
Paramètres variables : F, S, O, P
Formulaire Contour
X1, Z1
Point de départ du brut Utilisé seulement si aucune pièce
brute n'est définie.
RI, RK
Surépaisseur de la pièce brute dans le sens X et Z
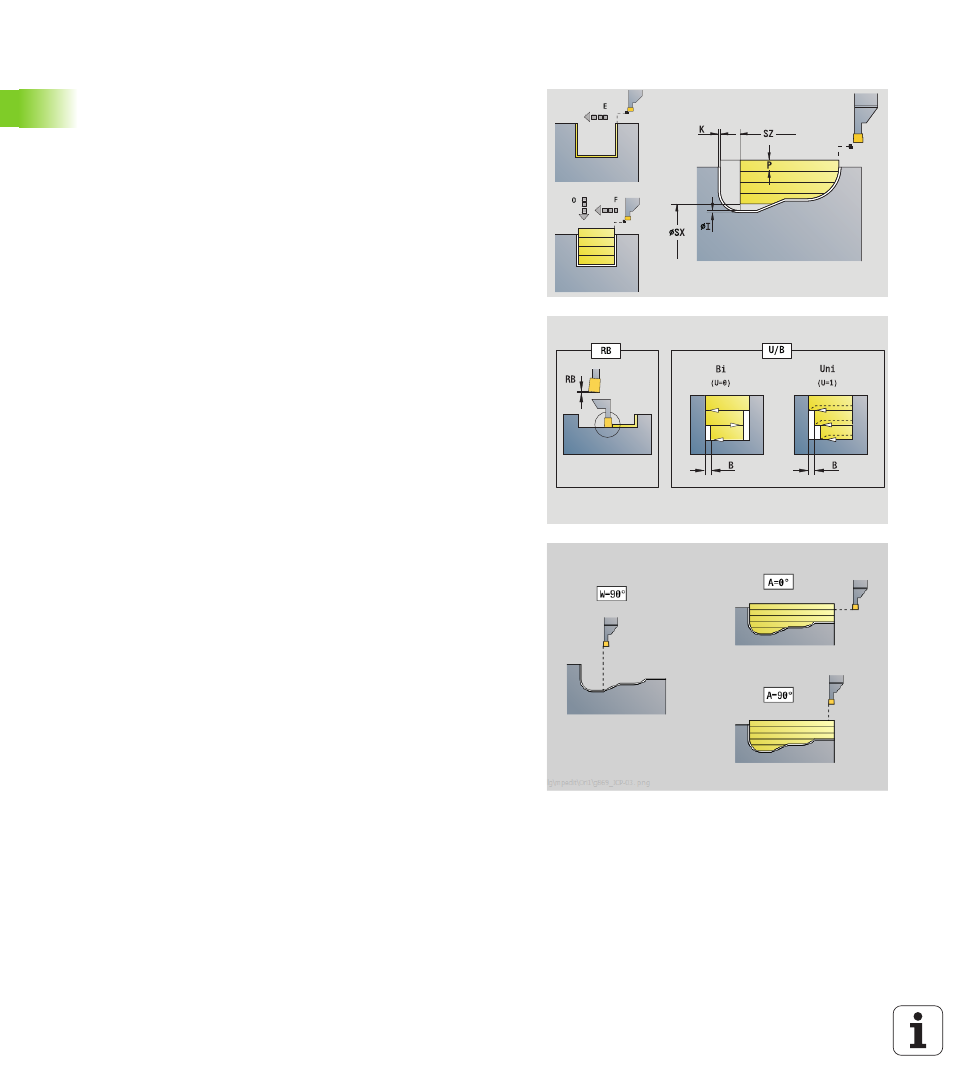
SX, SZ
Limitation de coupe (SX: cote au diamètre) – (par défaut:
Pas de limitation de coupe)
Autres paramètres du formulaire Contour : voir à la page 60
Formulaire cycle
P
Plongée max. lors de l'ébauche
I, K
Surépaisseur dans le sens X, Z (I: cote au diamètre)
RB
Correction en profondeur pour la finition
B
Largeur de décalage
U
Sens d'usinage
0 (Bi): Bidirectionnel (dans les deux sens)
1 (Uni): Unidirectionnel (dans le sens du contour)
Q
Exécution (Ebauche/finition)
0: Ebauche et finition
1: Ebauche seulement
2: Finition seulement
A
Angle d'approche (par défaut: Inverse au sens de la
plongée)
W
Angle de sortie (par défaut: Inverse au sens de plongée)
O
Avance de plongée (par défaut: Avance active)
E
Avance de finition (par défaut: Avance active)
H
Mode de dégagement en fin de cycle
0 : retour au point de départ
Gorge axiale : sens Z, puis X
Gorge radiale : sens X, puis Z
1: positionne l'outil devant le contour fini
2 : relève l'outil à la distance d'approche et arrêt
Autres formulaires :