26 cy cles de fr aisag e – HEIDENHAIN SW 54843x-02 DIN Programming Manuel d'utilisation
Page 367
HEIDENHAIN MANUALplus 620, CNC PILOT 640
367
4.26 Cy
cles de fr
aisag
e
Vous agissez sur le sens de fraisage avec le sens de déroulement du
fraisage H
, le sens d'usinage Q, et le sens de rotation de la fraise (voir
tableau suivant).
Paramètres – Finition
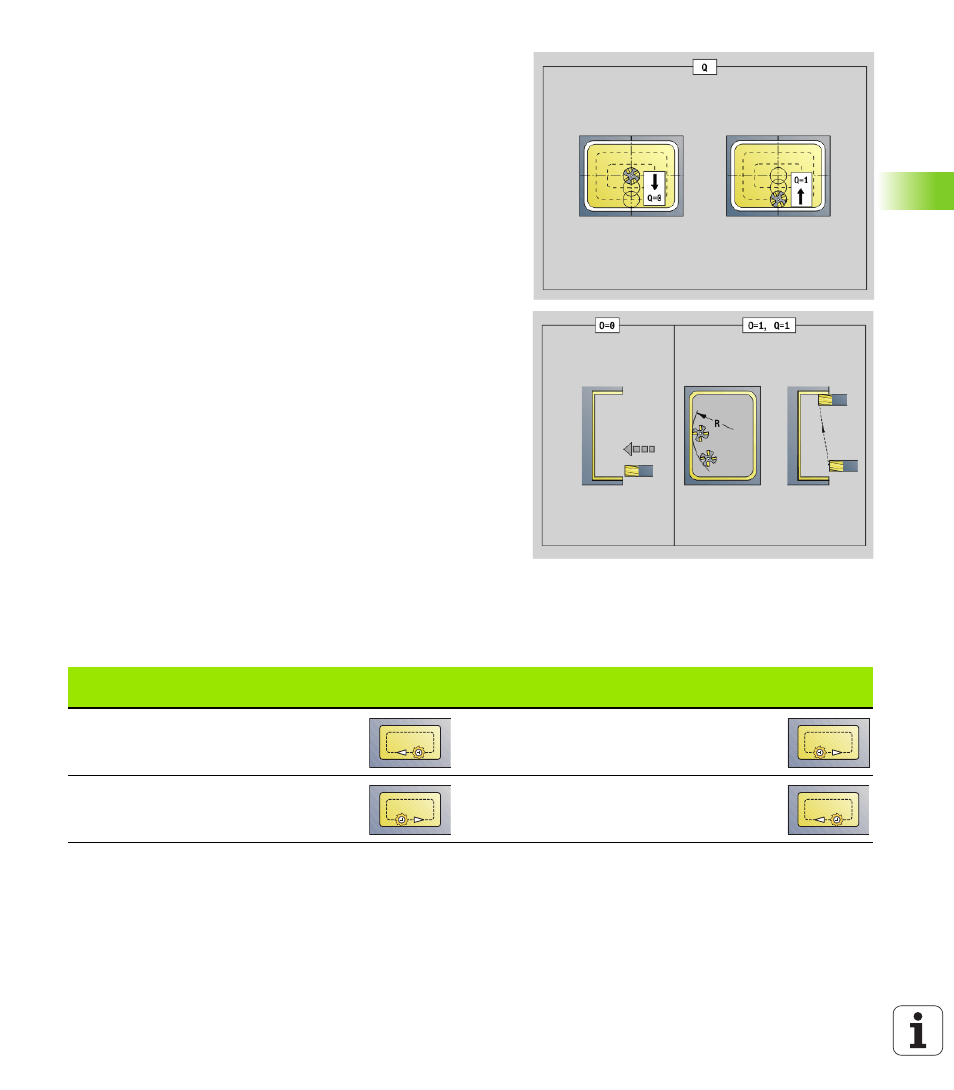
Q
Sens d'usinage (par défaut: 0)
0 : de l'intérieur vers l'extérieur
1 : de l'extérieur vers l'intérieur
O
Comportement de plongée (par défaut: 0)
O=0 (Plongée verticale): Le cycle déplace l'outil au point
initial, plonge et exécute la finition de la poche.
Q=1 (Arc de cercle d'approche avec plongée en profondeur):
Pour les plans de fraisage supérieurs, le cycle se positionne
sur le plan et se déplace ensuite selon l'arc de cercle
d'approche. Pour le plan de fraisage le plus bas, lorsqu'elle
parcourt l'arc de cercle d'approche, la fraise plonge à la
profondeur de fraisage (arc de cercle tridimensionnel). Vous
ne pouvez utiliser cette stratégie de plongée qu'en
combinaison avec un arc de cercle „R“. Condition requise:
L'usinage doit se dérouler de l'extérieur vers l'intérieur
(Q=1).
Déroulement du cycle
1
La position initiale (X, Z, C) correspond à la position avant le cycle.
2
Calcule la répartition des passes (passes plans de fraisage,
passes fraisage en profondeur).
3
Se déplace à la distance de sécurité et se positionne à la première
profondeur de fraisage.
4
Usine un plan.
5
L'outil est relevé à la distance de sécurité, il avance et se
positionne à la profondeur de fraisage suivante.
6
Répétition de 4...5 jusqu'à ce que toute la surface soit usinée.
7
Rétracte l'outil en fonction du „plan de retrait RB“
Fraisage de poche, finition G846
Sens d'usinage
Sens rot. outil
Exécution
Sens d'usinage
Sens rot. outil
Exécution
en opposition
(H=0)
Mx03
en avalant (H=1)
Mx03
en opposition
(H=0)
Mx04
en avalant (H=1)
Mx04