Rainure linéaire sur face frontale g791, 26 cy cles de fr aisag e – HEIDENHAIN SW 54843x-02 DIN Programming Manuel d'utilisation
Page 341
HEIDENHAIN MANUALplus 620, CNC PILOT 640
341
4.26 Cy
cles de fr
aisag
e
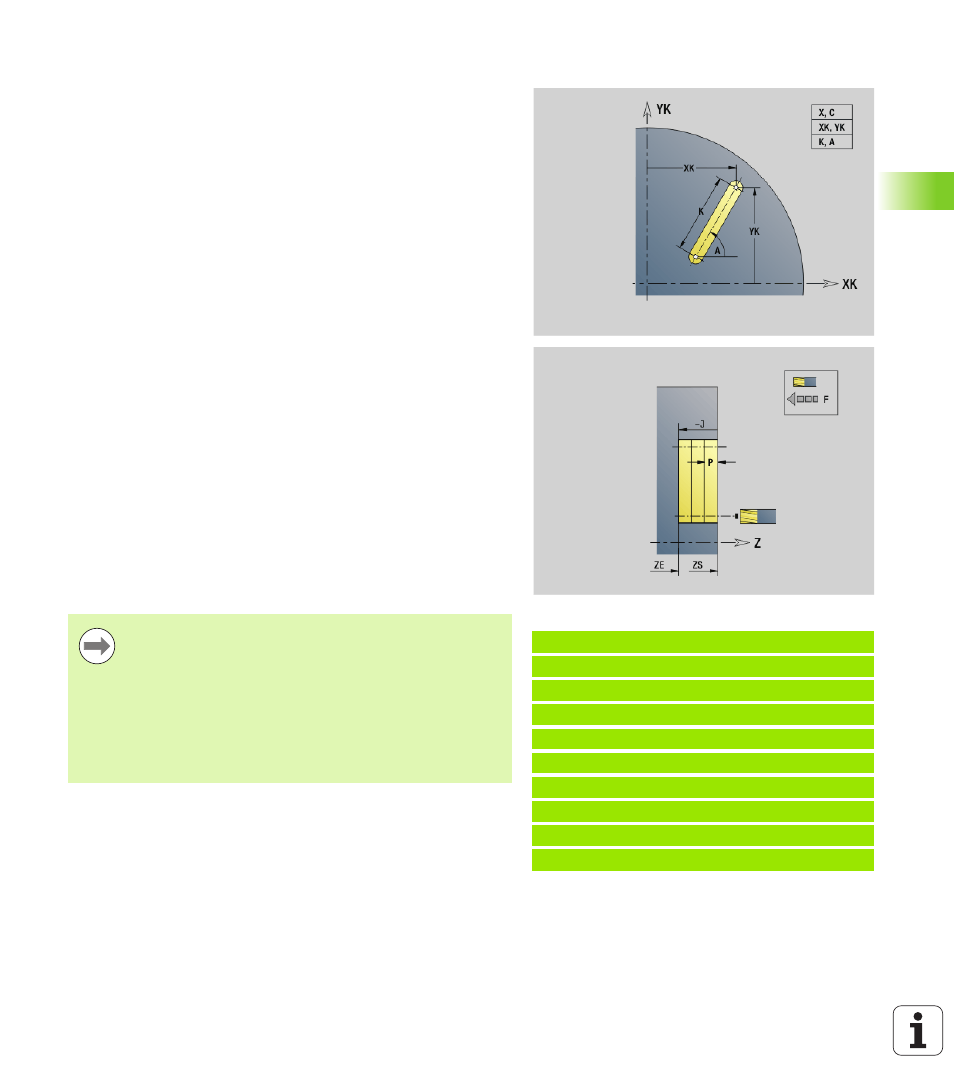
Rainure linéaire sur face frontale G791
G791 fraise une rainure allant de la position courante de l'outil jusqu'au
point final. La largeur de la rainure correspond au diamètre de la fraise.
Il n'y a pas de prise en compte de surépaisseur.
Combinaisons de paramètres
pour la définition du point final: voir
figure
Combinaisons de paramètres
pour la définition du plan de fraisage:
Fond de fraisage ZE, bord supérieur de fraisage ZS
Fond de fraisage ZE, profondeur de fraisage J
Bord supérieur de fraisage ZS, profondeur de fraisage J
Fond de fraisage ZE
Exemple : G791
%791.nc
[G791]
N1 T7 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N5 G100 XK20 YK5
N6 G791 XK30 YK5 ZE-5 J5 P2
N7 M15
END
Paramètres
X
Point final de la rainure en coordonnées polaires (Cote de
diamètre)
C
Angle final Point final de la rainure en coordonnées polaires
(direction angulaire: voir figure d'aide)
XK
Point final de la rainure (cartésien)
YK
Point final de la rainure (cartésien)
K
Longueur de la rainure - se réfère au centre de la fraise
A
Angle de la rainure (référence: voir figure d'aide)
ZE
Fond de fraisage
ZS
Bord supérieur de fraisage
J
Profondeur de fraisage
J>0: Sens de passe –Z
J<0: Sens de passe +Z
P
Plongée max. (par défaut: Profondeur totale en une passe)
F
Avance de passe (défaut : avance active)
Orientez la broche à la position angulaire désirée avant
d'appeler G791.
Si vous utilisez un dispositif de positionnement broche
(pas d'axe C), vous obtenez une rainure axiale centrée
par rapport à l'axe de rotation.
Si J ou ZS ont été définis, le cycle déplace l'outil en Z
jusqu'à la distance de sécurité et fraise ensuite la
rainure. Si J et ZS n'ont pas été définis, le cycle fraise à
partir de la position courante de l'outil.