26 cy cles de fr aisag e – HEIDENHAIN SW 54843x-02 DIN Programming Manuel d'utilisation
Page 356
356
Programmation DIN
4.26 Cy
cles de fr
aisag
e
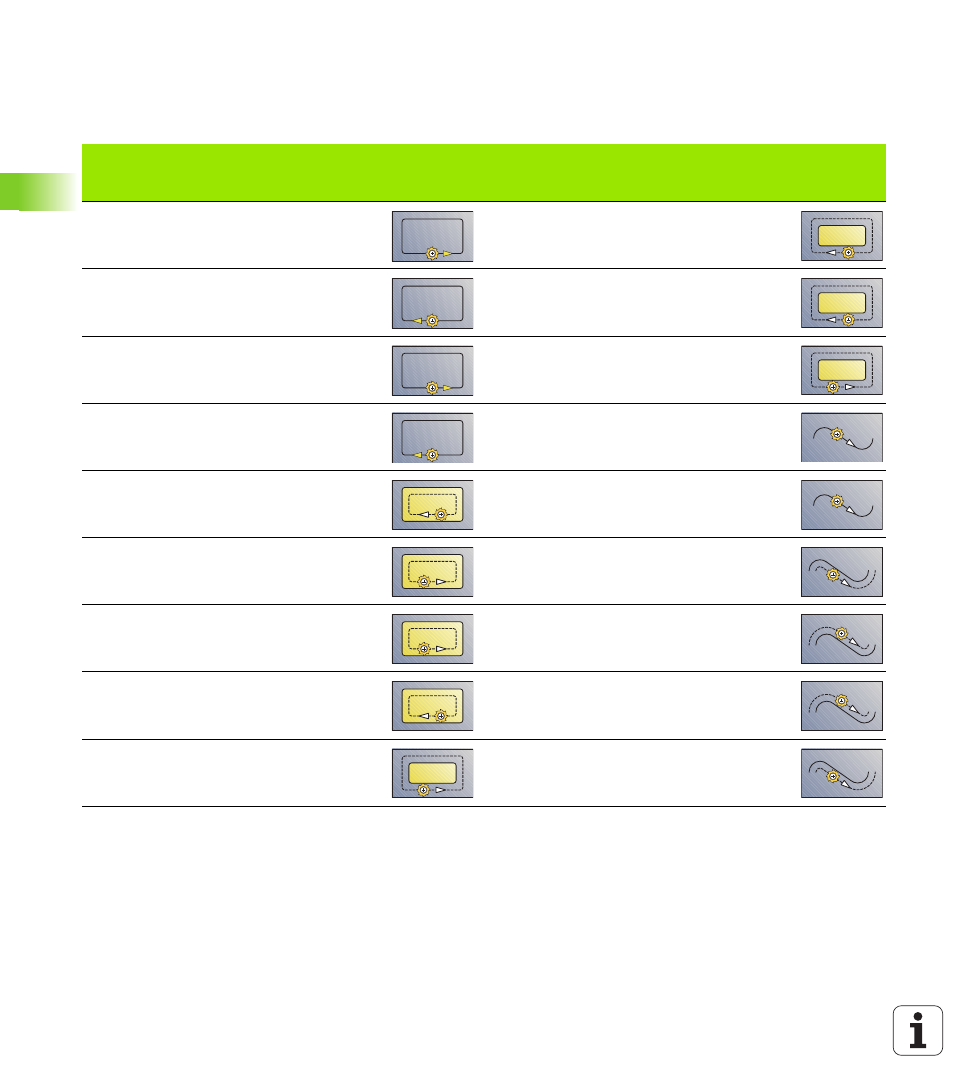
Vous agissez sur le sens du fraisage et sur la compensation du
rayon de la fraise
(CRF) avec le type de cycle Q, le sens de
déroulement du fraisage H
et le sens de rotation de la fraise (voir
tableau). Ne programmez que les paramètres indiqués dans le tableau
suivant.
Fraisage de contour G840
Type de
cycle
Sens
d'usinage
Sens rot.
outil
CRF
Description
Type de
cycle
Sens
d'usinage
Sens rot.
outil
CRF
Exécution
contour
(Q=0)
–
Mx03
–
extérieur en
opposition
(H=0)
Mx04
à gauche
Contour
–
Mx03
–
extérieur en avalant
(H=1)
Mx03
à gauche
Contour
–
Mx04
–
extérieur en avalant
(H=1)
Mx04
à droite
Contour
–
Mx04
–
contour
(Q=0)
–
Mx03
–
intérieur
(Q=1)
en
opposition
(H=0)
Mx03
à droite
Contour
–
Mx04
–
intérieur en
opposition
(H=0)
Mx04
à gauche
à droite
(Q=3)
en
opposition
(H=0)
Mx03
à droite
intérieur en avalant
(H=1)
Mx03
à gauche
à gauche
(Q=3)
en
opposition
(H=0)
Mx04
à gauche
intérieur en avalant
(H=1)
Mx04
à droite
à gauche
(Q=3)
en avalant
(H=1)
Mx03
à gauche
extérieu
r (Q=2)
en
opposition
(H=0)
Mx03
à droite
à droite
(Q=3)
en avalant
(H=1)
Mx04
à droite