Dégagement de forme u g856 – HEIDENHAIN SW 54843x-02 DIN Programming Manuel d'utilisation
Page 313
HEIDENHAIN MANUALplus 620, CNC PILOT 640
313
4.21 Cy
cles de dég
a
g
e
ments
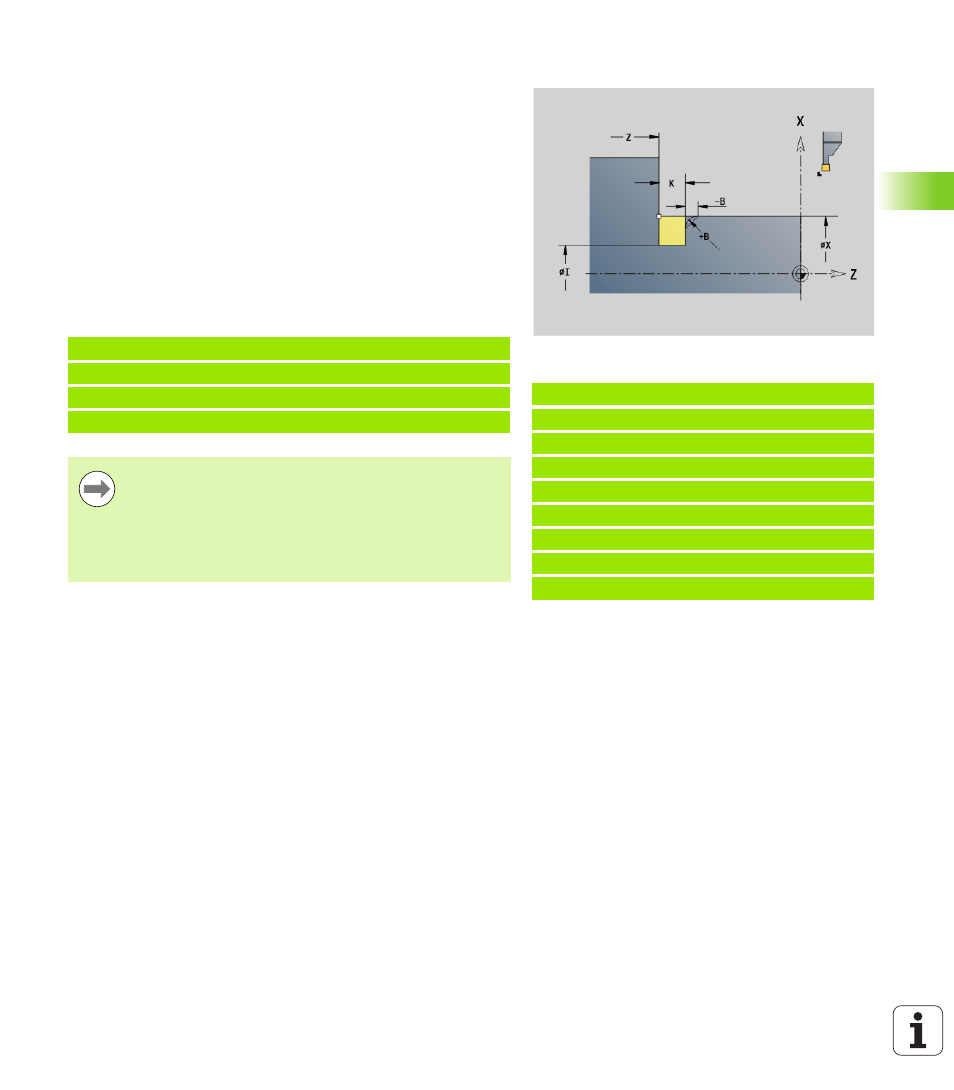
Dégagement de forme U G856
G856 réalise le dégagement et effectue la finition de la surface
transversale limitrophe. Au choix, un chanfrein/arrondi peut être
réalisé.
Position de l'outil à l'issue de l'exécution du cycle: Point de départ du
cycle
Séquences suivant l'appel du cycle
Exemple : G856
%856.nc
[G856]
N1 T3 G95 F0.23 G96 S248 M3
N2 G0 X60 Z2
N3 G856 I47 K7 B1
N4 G0 X50 Z-30
N5 G1 X60
N6 G80
END
Paramètres
I
Profondeur du dégagement (par défaut: tableau standard)
K
Longueur du dégagement (par défaut: tableau standard)
B
Chanfrein/arrondi:
B>0: Rayon de l'arrondi
B<0: Largeur du chanfrein
N.. G856 I.. K.. /appel du cycle
N.. G0 X.. Z.. /coin du dégagement
N.. G1 X.. /point final surface transversale
N.. G80 /fin de la définition de contour
Le dégagement n'est exécuté que dans des angles
droits, et ceci parallèlement à l'axe longitudinal.
Correction du rayon de la dent:
sera exécutée.
Surépaisseurs
: Ne seront pas appliquées
Si la largeur de l'arête de coupe de l'outil n'est pas
définie, „K“ est pris comme largeur de l'arête de coupe.