HEIDENHAIN SW 54843x-02 DIN Programming Manuel d'utilisation
Page 280
280
Programmation DIN
4.1
7
Cy
cles de t
our
nag
e
se référ
a
nt à un cont
our
En fonction de la définition de l'outil, la Commande reconnaît s'il s'agit
d'une gorge radiale ou axiale.
Programmez au moins une référence de contour (p. ex. NS ou NS, NE)
et P.
Paramètres
H
Type de dégagement en fin de cycle (par défaut: 0)
0: Retour au point initial (gorge axiale: sens Z, puis X; gorge
radiale: sens X, puis Z)
1: Positionne l'outil devant le contour fini
2: Relève l'outil à la distance de sécurité et arrête
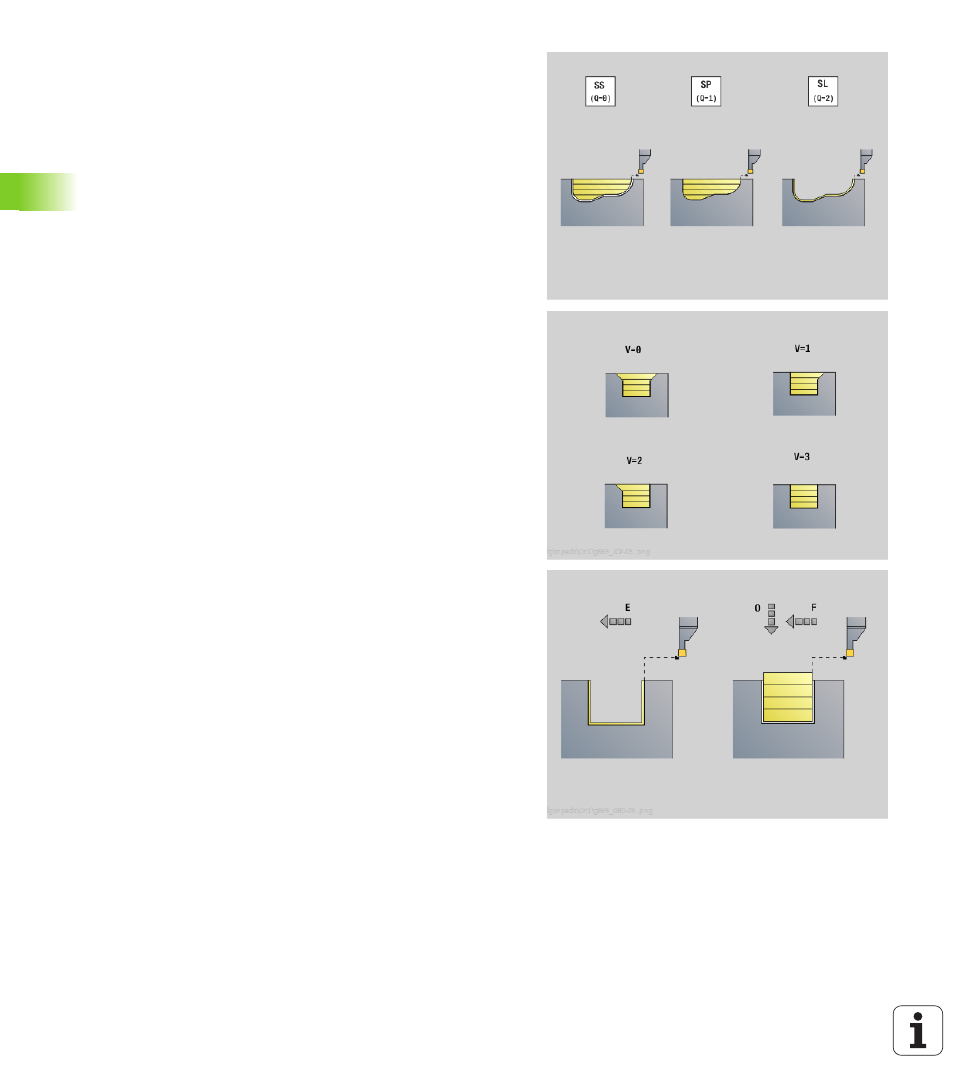
V
Identification début/fin (par défaut: 0) Un chanfrein/arrondi est
usiné:
0: Au début et à la fin
1: Au début
2: A la fin
3: Aucun usinage
O
Avance de plongée (par défaut: Avance active)
E
Avance de finition (par défaut: Avance active)
B
Largeur de décalage (par défaut: 0)
XA,
ZA
Point initial pièce brute (actif seulement, si aucune pièce brute
n'a été programmée) :
XA, ZA non programmés : le contour de la pièce brute est
calculé à partir de la position d'outil et du contour ICP.
XA, ZA programmés : définition du coin du
contour de la pièce brute