Taraudage g36 – déplacement unique, 22 cy cles de perçag e – HEIDENHAIN SW 54843x-02 DIN Programming Manuel d'utilisation
Page 322
322
Programmation DIN
4.22 Cy
cles de perçag
e
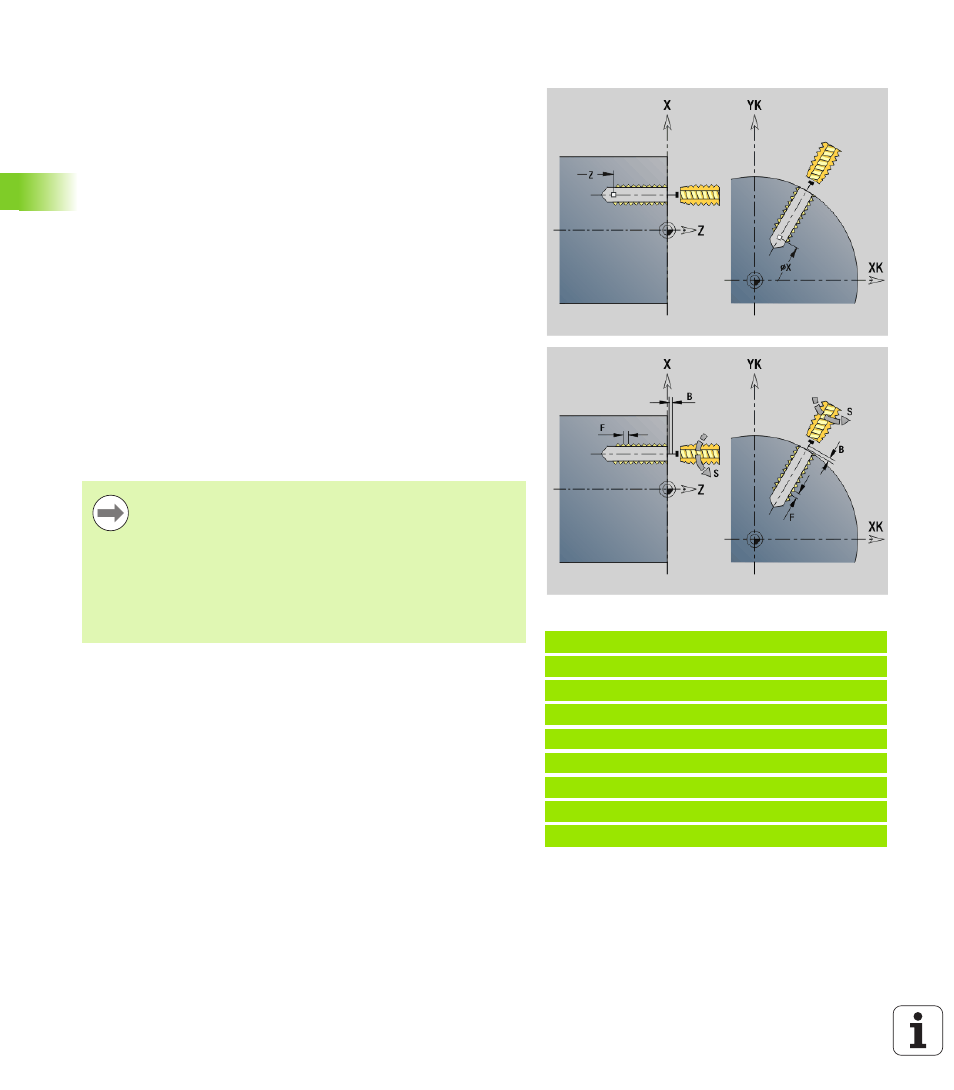
Taraudage G36 – déplacement unique
G36 réalise des taraudages axiaux/radiaux à l'aide d'outils fixes ou
tournants. En fonction de „X/Z“, G36 décide si la commande doit
tarauder un perçage radial ou axial.
Abordez le point initial avant G36. A l'issue du taraudage, G36 retourne
au point initial.
Possibilités d'usinage
:
Taraud fixe: Broche principale et entraînement d'avance sont
synchronisés.
Taraud tournant: L'outil tournant et l'entraînement d'avance sont
synchronisés.
Exemple : G36
. . .
N1 T5 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-30
N4 G14 Q0
N5 T6 G97 S60 0 M3
N6 G0 X0 Z8
N7 G36 Z-25 F1.5 B3 [taraudage]
. . .
Paramètres
X
Point final perçage radial (cote au diamètre)
Z
Point final perçage axial
F
Avance par tour (pas du filet)
B
Longueur d'approche pour synchronisation de la broche et de
l'entraînement
S
Vitesse de rotation de retrait (par défaut: Vitesse de rotation
lors du taraudage)
P
Profondeur brise-copeaux
I
Distance de retrait
„Arrêt du cycle“ interrompt le taraudage.
„Départ cycle“ poursuit le processus de taraudage.
Utiliser le potentiomètre d'avance pour modifier la
vitesse.
Le potentiomètre de broche n'agit pas!
Si l'entraînement d'outil n'est pas asservi (pas de
capteur ROD), un mandrin de compensation est
nécessaire.