Finition du contour g890 – HEIDENHAIN SW 54843x-02 DIN Programming Manuel d'utilisation
Page 284
284
Programmation DIN
4.1
7
Cy
cles de t
our
nag
e
se référ
a
nt à un cont
our
Finition du contour G890
G890 effectue la finition de la section de contour en une seule
opération. Soit vous transférez la référence du contour à usiner dans
les paramètres du cycle, soit vous définissez le contour directement
après l'appel du cycle (voir „Travailler avec les cycles se référant à un
contour” à la page 263). Le contour à usiner peut comporter plusieurs
parties concaves. Le cas échéant, la zone d'usinage est subdivisée en
plusieurs parties.
Paramètres
ID
Contour auxiliaire – Numéro d'identification du contour à usiner
NS
Numéro de séquence initiale (début de la section de contour)
NE
Numéro de séquence finale (fin de la section de contour)
NE non programmé: L'élément de contour NS est usiné
dans le sens de définition du contour.
NS=NE programmé: L'élément de contour NS est usiné
dans le sens inverse du sens de définition du contour.
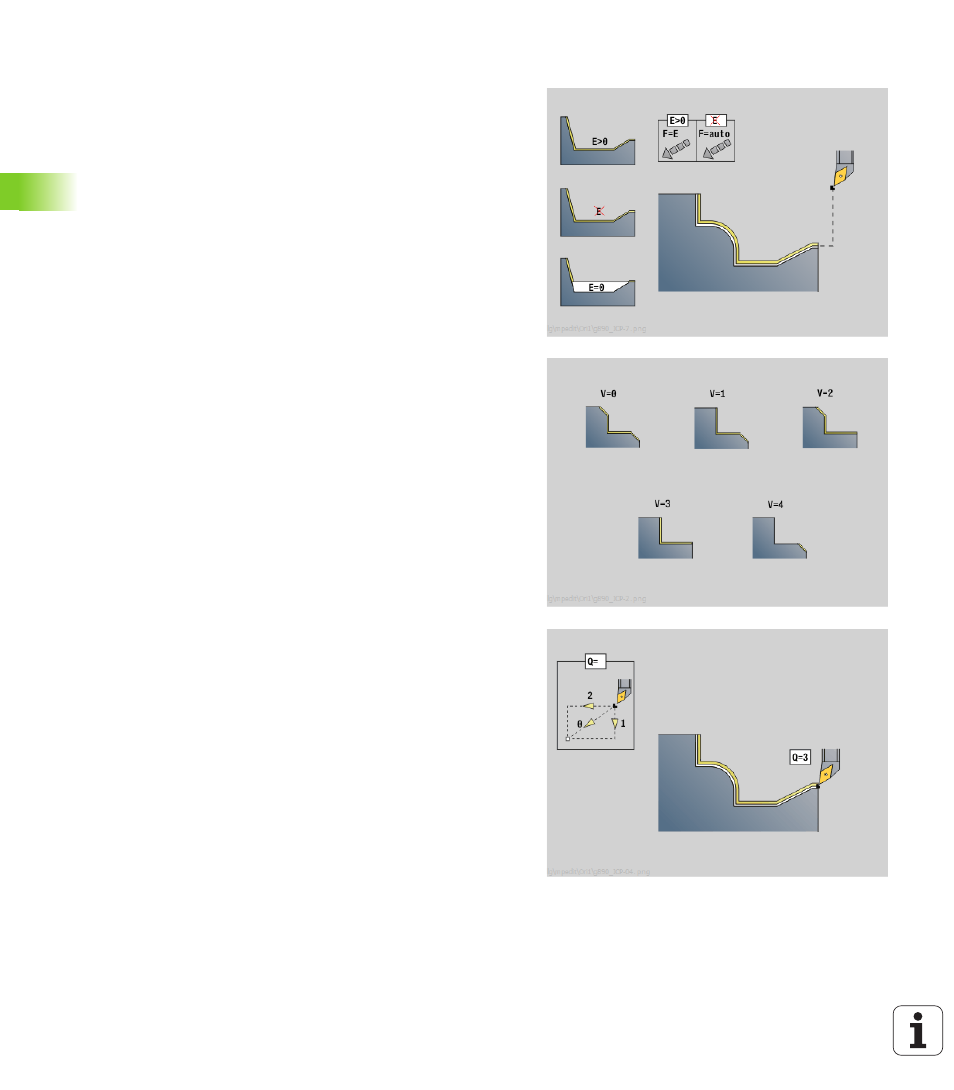
E
Comportement de plongée
E=0: Ne pas usiner les contours plongeants
E>0: Avance de plongée
Pas d'introduction: Usiner les parties plongeantes du
contour en avance programmée
V
Identification début/fin (par défaut: 0) Un chanfrein/arrondi est
usiné:
0: Au début et à la fin
1: Au début
2: A la fin
3: Aucun usinage
4: Usinage d'un chanfrein/arrondi – Pas l'élément de base
(condition: Section de contour avec un élément)
Q
Mode d'approche (par défaut: 0)
0: Sélection automatique – La Commande vérifie:
Approche en diagonale
d'abord Sens X, puis Z
Equidistant autour de l'obstacle
Omission des premiers éléments de contour si la position
initiale est inaccessible
1: D'abord sens X, puis Z
2: D'abord sens Z, puis X
3: Pas d'approche – L'outil se trouve à proximité du point
initial