Unit „ebauche transversal icp, 2 units – ebauc he – HEIDENHAIN SW 54843x-02 DIN Programming Manuel d'utilisation
Page 66
66
Units smart.Turn
2.2 Units – Ebauc
he
Unit „Ebauche transversal ICP“
L'unit usine le contour défini dans la section PIECE FINIE de "NS à NE".
Si un contour auxiliaire est indiqué dans FK, celui-ci sera utilisé.
Nom de l'unit : G820_ICP / cycle : G820 (voir à la page 268)
Accès à la banque de données technologiques
Mode d'usinage : ébauche
Paramètres variables : F, S, E, P
Formulaire Contour :
Formulaire cycle
I, K
Surépaisseur dans le sens X, Z (I=cote au diamètre)
P
Plongée max.
E
Comportement de plongée
E = 0 : ne pas usiner les contours plongeants
E > 0 : avance de plongée pour l'usinage d'éléments de
contour plongeants. Les éléments de contour
plongeants sont usinés.
Pas d'introduction de données : l'avance de plongée est
réduite (au maximum de 50%) pour l'usinage d'éléments
de contour plongeants. Les éléments de contour
plongeants sont usinés.
SX, SZ
Limitation de coupe (SX : cote au diamètre), (par défaut :
pas de limitation de coupe)
A
Angle de sortie (référence: Axe Z) – (par défaut:
Orthogonal à l'axe Z)
W
Angle de sortie (référence: Axe Z) – (par défaut:
Parallèle à l'axeZ)
Q
Mode de dégagement en fin de cycle
0: Retour au point initial (d'abord sens X, puis Z)
1: Positionne l'outil devant le contour fini
2: Relève l'outil à la distance de sécurité et arrête
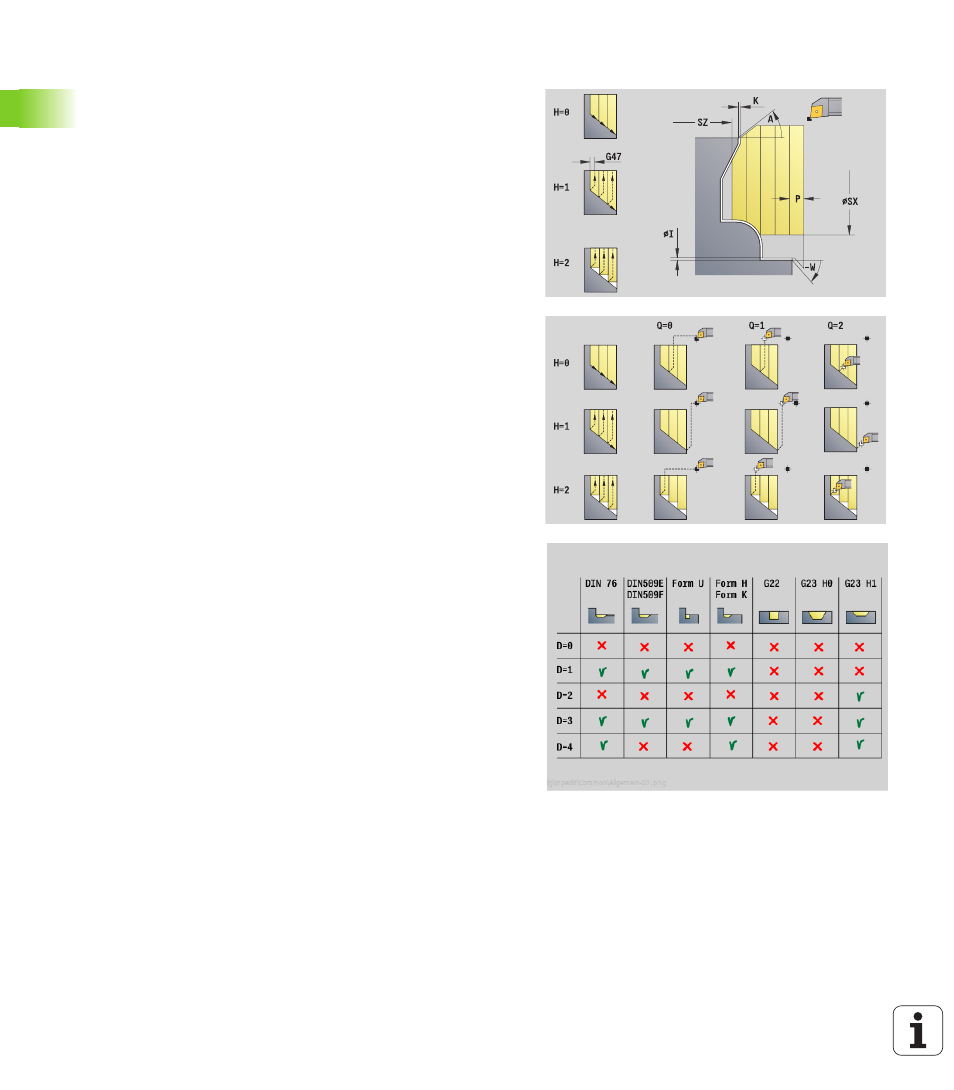
H
Lissage du contour
0 : après chaque passe le long du contour (dans la limite
de la passe)
1 : après la dernière passe (contour entier) ; dégager
l'outil à 45°
2 : pas de lissage du contour ; dégager l'outil à 45°
D
Masquer des éléments : les éléments de forme à ne pas
usiner (voir figure)
O
Masquer la contre-dépouille
0 : les contre-dépouilles sont usinées.
1 : les contre-dépouilles ne sont pas usinées.
Autres formulaires :