HEIDENHAIN SW 54843x-02 DIN Programming Manuel d'utilisation
Page 269
HEIDENHAIN MANUALplus 620, CNC PILOT 640
269
4.1
7
Cy
cles de t
our
nag
e
se référ
a
nt à un cont
our
En fonction de la définition de l'outil, La Commande reconnaît s'il s'agit
d'une opération d'usinage extérieure ou intérieure.
Paramètres
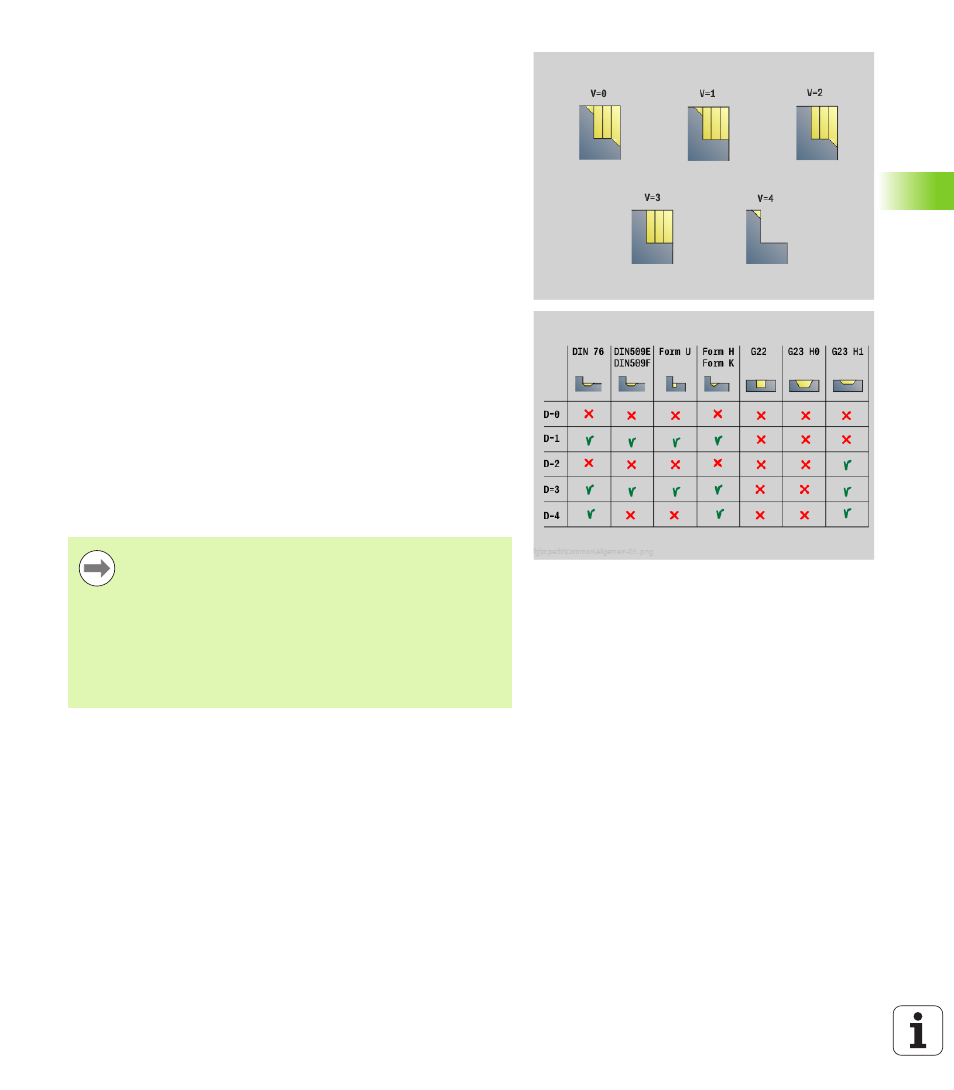
V
Identification début/fin (par défaut: 0) Un chanfrein/arrondi
est usiné:
0: Au début et à la fin
1: Au début
2: A la fin
3: Aucun usinage
4: Usinage d'un chanfrein/arrondi – Pas l'élément de base
(condition: Section de contour avec un élément)
D
Masquer les éléments (voir figure)
O
Masquer la contre-dépouille
0 : les contre-dépouilles sont usinées.
1 : les contre-dépouilles ne sont pas usinées.
B
Avance chariots pour usinage 4 axes (pour l'instant non
disponible)
XA, ZA Point initial pièce brute (actif seulement, si aucune pièce
brute n'a été programmée) :
XA, ZA non programmés : le contour de la pièce brute est
calculé à partir de la position d'outil et du contour ICP.
XA, ZA programmés : définition du coin du contour de la
pièce brute.
La Correction du rayon de la dent est appliquée.
Une Surépaisseur G57 „agrandit“ le contour (y compris
les contours intérieurs).
Une surépaisseur G58
>0: „agrandit“ le contour
<0: n'est pas appliquée
Les surépaisseurs G57/G58 sont annulées à la fin du
cycle.